Lesergalerie Drechseln
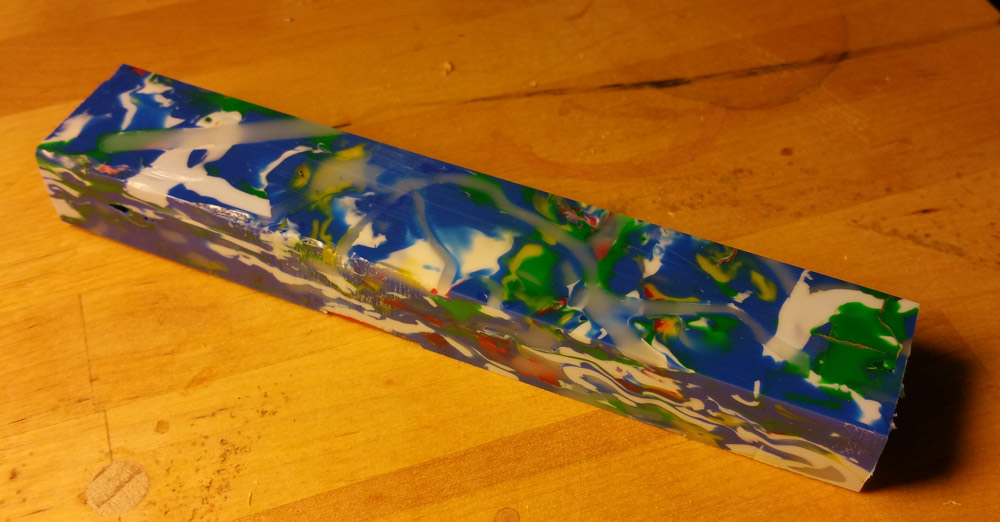
HDPE-Stift
Im Internet kursieren zahlreiche Tutorials wie man alte HDPE-Plastik schmelzen und recyclen kann. Ich dachte mir ich probiere mal einen Kugelschreiberrohling aus HDPE. Erst braucht man genug HDPE. Dieses wird kleingeschnitten. Danach geschmolzen. Hier gibt es verschiedene Techniken, mal im Backofen, mal auf dem Elektrogrill oder mit dem Heißluftföhn. Ich habe die Technik: unten Herd auf Backpapier und oben Heißluftföhn gewählt, ging soweit ganz gut. Am Anfang die Schnipsel großflächig auf das Backpapier verteilen dann schmelzen sie gleichmäßig und dann immer mehr zu einem Block formen, den man dann samt Backpapier in die Presse stopft und mit Schraubzwingen zu einem kompakten Block presst. Etwas Hobeln und sägen. Danach kann der Rohling für die Hülsen gebohrt werden: Das Drechseln geht so weit gut, das Material ist schön weich. Leider haben sich ein paar Luftblasen im Inneren des Rohlings nicht durch das pressen heraus gelöst, so dass sehr leicht Löcher entstehen. Beim nächsten Mal muss wohl bei höherer Temperatur geformt werden, dann schmilzt es besser zusammen. Damit sollte sich die Anzahl der Blasen verringern. Die Löcher lassen sich aber mit Sekundenkleber schließen.




- Plastik (HDPE) Deckel
- Cyanacrylatkleber
- Stifte-Bausatz
- Drechsel
- Standbohrmaschine
- Hobel 
- Säge
- Herd/Backofen
- Presse mit Schraubzwingen
- 
Wochenend-Projekte für Drechsler

Wochenend-Projekte für Drechsler
Wochenend-Projekte für Drechsler zeigt 25 Projekte, die jeweils schnell vollendet sind. Perfekt zum Erlernen der Schlüsseltechniken und zugleich tolle Geschenke
34,00 €
Mehr ErfahrenZeitschriftenabo HolzWerken

Zeitschriftenabo HolzWerken
Wissen. Planen. Machen. Das ist das Motto der Zeitschrift HolzWerken, dem Magazin für den Holzwerker. Zeitschriftenabo HolzWerken gleich hier bestellen!
Preisspanne: 74,00 € bis 93,00 €
Mehr Erfahren






2 Kommentare
tssss, was es alles gibt! Klasse!
Hallo.
Ich arbeite im Bereich Kunststoffspritzguß und verarbeite viel HD-PE.
Die Lufteinschlüsse (Lunker) entstehen oft schon in der Schmelze.
Um diese zu verhindern musst du eigentlich so lange der Kunststoff auskühlt und somit schwindet weiterpressen damit diese Luft entweichen kann.
Beim händischen Pressen ist das natürlich schwerer als mit einen Spritzgußmaschine, weil es manuell schwerer ist die Kunststoffmasse konstant auf 240 bis 280°C zu erwärmen und dann mit ca. 1000 bis 1500 Bar in die Form einzuspritzen.
Du kannst deine Gußform vorwärmen auf ca. 60°C und ordentlich Pressen, dann sollte das Ergebnis besser werden.
Mfg
Bitte melden Sie sich an, um einen Kommentar zu verfassen.
Sie haben noch kein Konto?