

Viele Maschinen für die Holzbearbeitung haben eine Drehzahlvorwahl. Ein typisches Beispiel ist die Oberfräse. Aber auch Exzenterschleifer und Kreissägen haben inzwischen irgendwo ein kleines Stellrad zur Regelung der Drehzahl. Aber braucht man das? Und welche Drehzahl soll man an welcher Maschine denn einstellen? Eine einfache Möglichkeit ist immer Vollgas zu geben. Das funktioniert sogar in den meisten Fällen. Aber manchmal sollte man sich dann doch ein wenig mehr Gedanken über die Drehzahl, die Vorschubgeschwindigkeit und den Zusammenhang zwischen beiden machen. Dabei hilft dann ein wenig Rechnen.

Viele Handmaschinen haben eine Drehzahlvorwahl
Die Schnittgeschwindigkeit
Die Schnittgeschwindigkeit ist die Geschwindigkeit, mit der sich die Schneide bewegt. Sie ergibt sich aus der Drehzahl des Werkzeuges und dessen Durchmesser. Die Maßeinheit dafür sind Meter pro Sekunde (m/s). Für Holz werden Schnittgeschwindigkeiten ab 50 m/s empfohlen. Dieser Wert ist nicht willkürlich gewählt, sondern kommt daher, dass bei Holz eine sogenannte Spaltgeschwindigkeit von 40 m/s angenommen wird. Die Schnittgeschwindigkeit sollte über diesem Wert liegen um eine möglichst sauber bearbeitete Oberfläche zu erhalten. Und hier wird es nun interessant. Rechnet man sich die Schnittgeschwindigkeit eines Sägeblattes mit dem Durchmesser von 250mm aus, kommt man auf eine Drehzahl von 3820 U/Min zum Erreichen der 50 Meter. Da wird es bei vielen kleineren Tischkreissägen schon eng.
Noch schwieriger wird es bei Oberfräsen. Diese können zwar sehr hohe Drehzahlen erreichen, allerdings sind die Werkzeugdurchmesser in der Regel sehr klein. Geht man von einer typischen mittleren Oberfräse mit einer Höchstdrehzahl von 24.000 U/Min aus, erreicht man die 50 Meter Schnittgeschwindigkeit ab einem Fräserdurchmesser von 40 Millimetern.
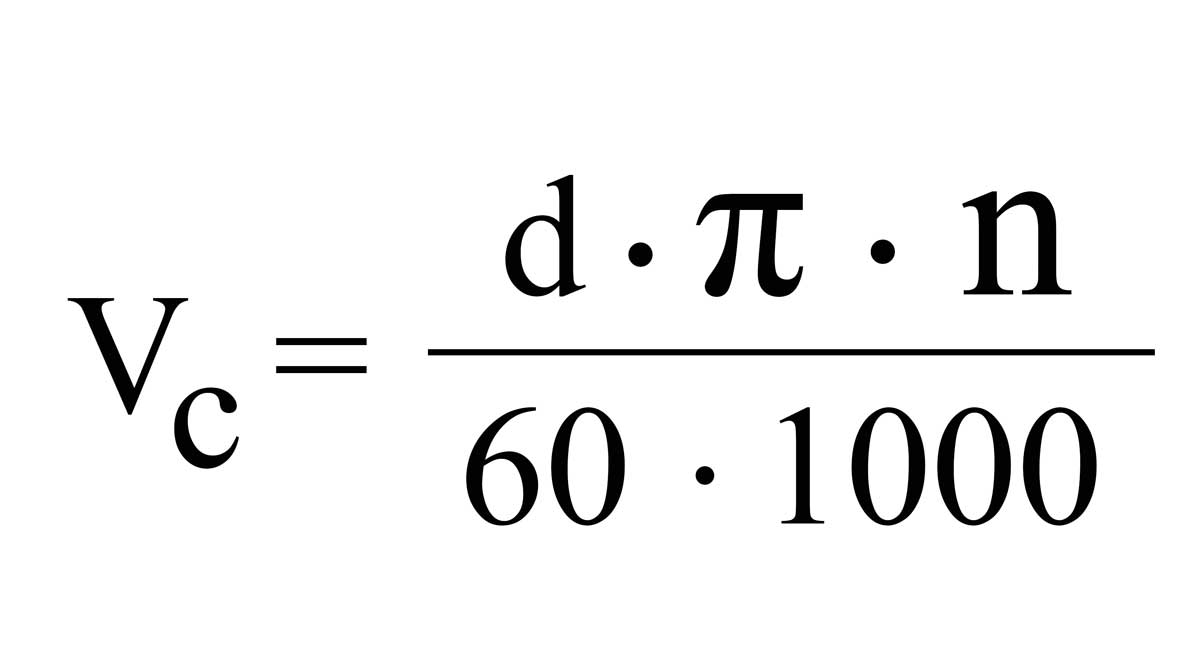
Formel zur Berechnung der Schnittgeschwindigkeit
- Vc= Schnittgeschwindigkeit
- d = Durchmesser des Schneidenflugkreises
- Pi kann gerundet mit 3,14 verwendet werden
- n = Drehzahl des Werkzeuges
- Durch 60 * 1000 ergibt den Wert dann in Metern
Ein Rechenbeispiel:
Bei einem 20mm Nutfräser in einer mit 24.000 U/min drehenden Oberfräse ergibt sich eine Schnittgeschwindigkeit von 25 m/s
Einfache Berechnung der Schnittgeschwindigkeit:
Die Firma Pferd bietet auf Ihrer Internetseite einen sehr komfortablen Rechner für die Schnittgeschwindigkeit an:
http://www.pferd.com/de-de/service-drehzahlrechner.htm
Erhöht sich die Schnittgeschwindigkeit, wirkt sich das positiv auf die Schnittgüte aus. Vor diesem Hintergrund ist die oft empfohlene Vorgehensweise die Drehzahl zu reduzieren, um Brandspuren zu vermeiden kritisch zu sehen. Denn nun kommt der zweite Wert ins Spiel:
Die Vorschubgeschwindigkeit
Die Vorschubgeschwindigkeit ist die Geschwindigkeit, mit der sich das Werkstück an der sich drehenden Schneide entlang bewegt. Also vereinfacht gesagt, wie schnell Sie Ihr Holz über die Kreissäge schieben oder die Oberfräse am Holz entlang bewegen. In vielen Fällen bestimmen Sie die Vorschubgeschwindigkeit durch Ihre eigene Bewegung. Ausnahmen zum Beispiel Dickenhobelmaschine und Tischfräsen mit Vorschubapparat.
Aus der Kombination aus Vorschubgeschwindigkeit und Schnittgeschwindigkeit ergibt sich der sogenannte Messerschlagbogen, auch Zahnvorschub genannt. Je größer dieser Wert ist, umso schlechter wird die Oberflächengüte. Der Wert vergrößert sich durch zwei Faktoren:
- Höhere Vorschubgeschwindigkeit
- Niedrige Drehzahl
- Wenige Schneiden
Eine hohe Oberflächengüte bekommt man also durch:
- Viele Schneiden
- Geringen Vorschub
- Hohe Drehzahl
Sehr gut kann man das an der Abrichthobelmaschine sehen, wenn man das Holz zu schnell über die Maschine bewegt. Leimhersteller empfehlen übrigens einen Messerschlagbogen von 0,3mm für eine gute Verleimung. Das sit auch der WErt, der für feine Arbeiten empfohlen wird. Unterschreitet man diesen Wert, sind Brandspuren bei den meisten Maschinen (Fräsen und Sägen) vorprogrammiert.
Berechnung des Zahnvorschubes:
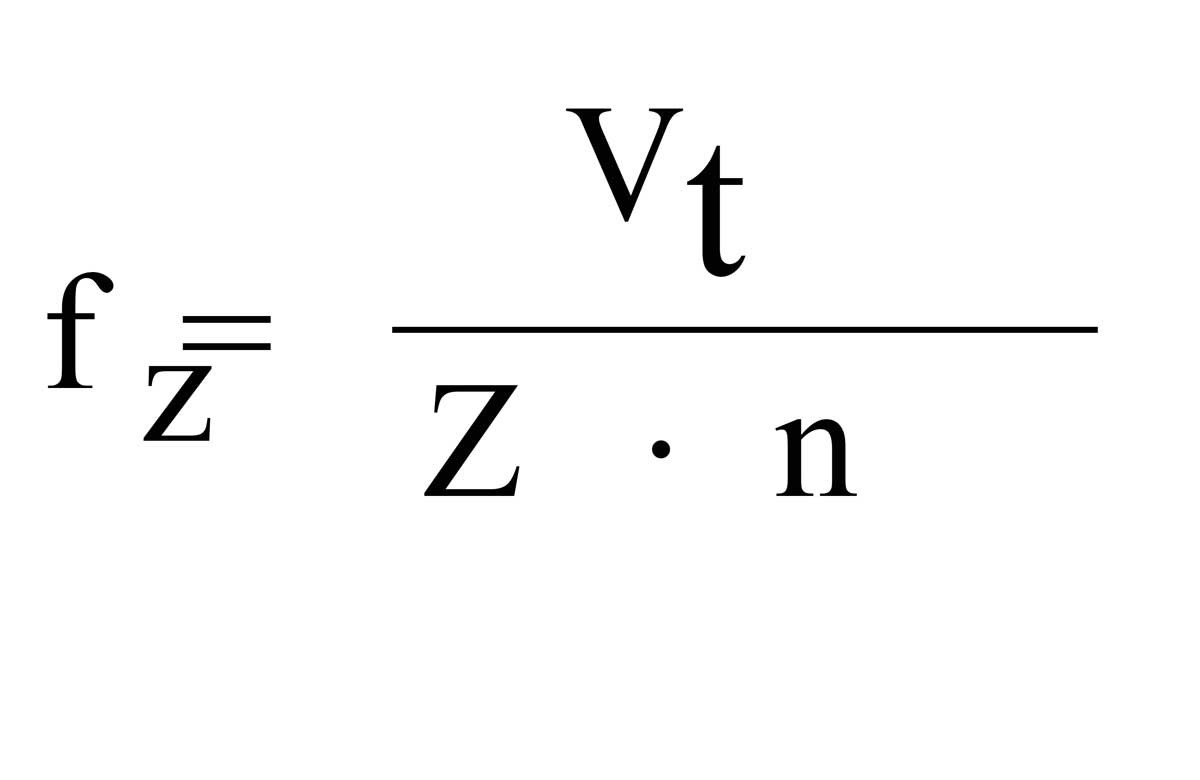
Berechnung des Zahnvorschubes / Messerschlagbogens
- fz= Zahnvorschub, oder weite des Messerschlagbogens
- Z= anzahl der Schneiden
- n= Drehzal des Werkzeuges
- Vt= Vorschubgeschwindigkeit in Millimeter pro Minute
Ein Rechenbeispiel:
Bei einer Hobelmaschine mit einer Drei-Messer Welle, die mit eine Drehzahl von 4600 U/Min und einem Vorschub von 8 m/Min ergibt sich ein Messerschlag von 0,58 mm.
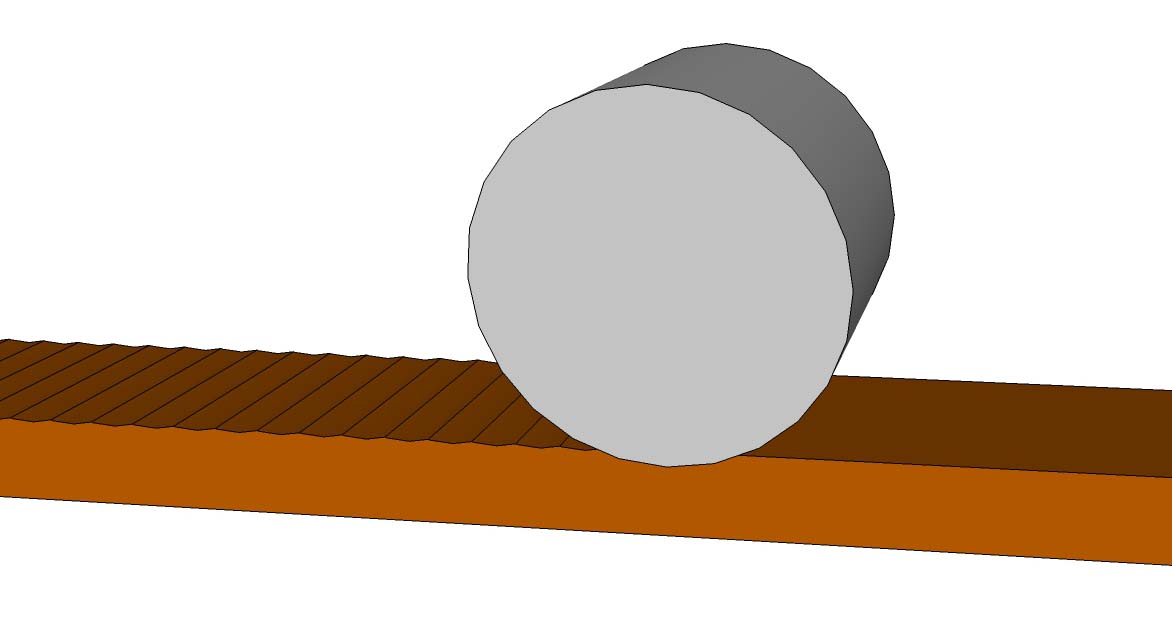
Bei einem niedrigen Vorschub wird der Messerschlag geringer
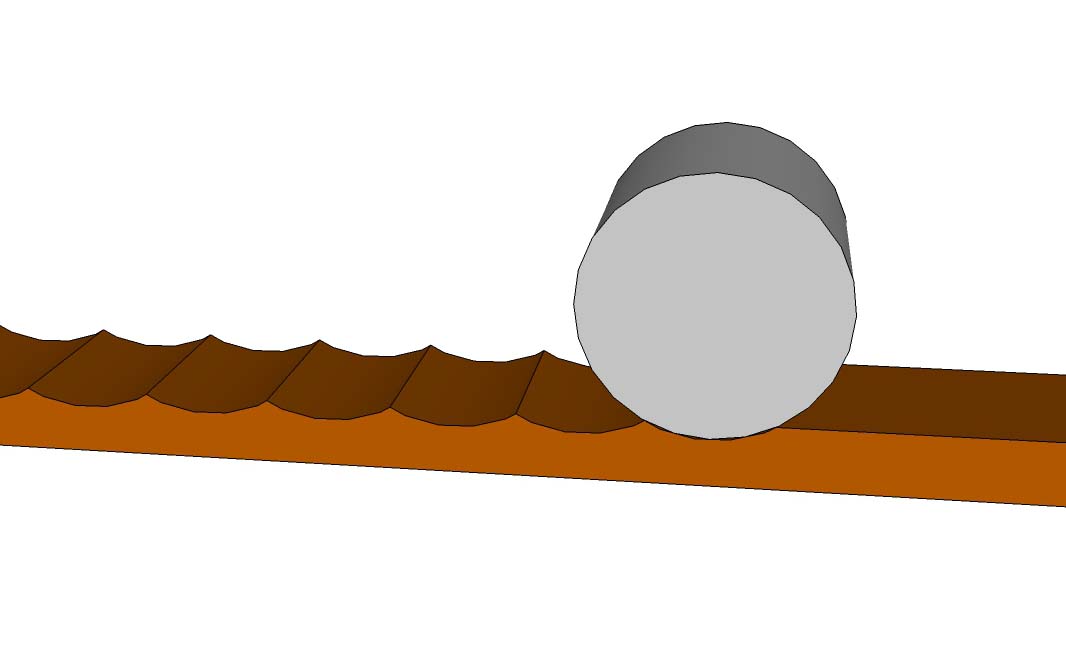
Bei einem schnellen Vorschub wird die Oberflächengüte schlechter
Eine reduzierte Drehzahl muss also durch einen geringeren Vorschub kompensiert werden. Bei vielen Arbeitsgängen beispielsweise beim Fräsen und Sägen führt das aber zu mehr Reibungshitze und erneut zu Brandspuren. Das Reduzieren der Drehzahl um Brandspuren zu vermeiden ist daher nicht immer der richtige Weg und schon gar kein Patentrezept. Viel Sinnvoller ist es oft, den Vorschub zu erhöhen. Die daraus resultierende schlechtere Oberfläche wird sich einfacher durch Schleifen beheben lassen, als tief gehende Brandspuren.
Auf die Dauer hilft Ihnen Erfahrung und manchmal auch einfach nur ein wenig Gefühl. Holz ist kein homogener Werkstoff und lässt sich nicht durch Formelsammlungen bändigen. Zum Schluss noch meine ganz persönlichen Drehzahleinstellungen für unterschiedliche Maschinen:
- Exzenterschleifer beim Schleifen von Holz: Volle Drehzahl
- Exzenterschleifer beim Polieren: Mittlere Drehzahlstufe
- Exzenterschleifer beim Schleifen von Lack: Nur leicht veringerte Drehzahl
- Tischkreissäge/ Handkreissäge: Immer volle Drehzahl, außer beim Schneiden von Kunststoffen, da helfen mir Probeschnitte oder ein Blick auf die Herstellerangaben.
- Oberfräse: Immer die Höchstdrehzahl, die auf dem Fräser angegeben ist. Ausnahme sind Wendeplattenfräser, die vibrieren manchmal sehr stark, da drehe ich dann eine Stufe herunter.
- Bohrmaschine: Bei Bohrern unter 10mm Durchmesser möglichst hohe Drehzahl, bei größeren Bohrern, vor allem bei Forstnerbohrern laut Herstellerangabe.
Das ganze Thema scheint sehr theoretisch. Sie müssen nun aber nicht ständig mit dem Taschenrechner und der Formelsammlung in der Werkstatt hantieren. Aber ein paar Zahlenspiele vermitteln einem sehr schnell den Zusammenhang zwischen Drehzahl, Anzahl der Schneiden und Vorschubgeschwindigkeit. Der Rest ist Praktische Erfahrung, die jeder Holzwerker mit der Zeit von ganz alleine bekommt.
Grundkurs Möbelbau
Grundkurs Möbelbau
Das Buch Grundkurs Möbelbau von Heiko Rech bietet eine gründliche Einführung in den Möbelbau und beinhaltet 2 Bauprojekte.
39,00 €
Mehr ErfahrenZeitschriftenabo HolzWerken

Zeitschriftenabo HolzWerken
Wissen. Planen. Machen. Das ist das Motto der Zeitschrift HolzWerken, dem Magazin für den Holzwerker. Zeitschriftenabo HolzWerken gleich hier bestellen!
Preisspanne: 67,00 € bis 86,00 €
Mehr Erfahren





3 Kommentare
Hallo Heiko,
verfolge gerne deine spannenden Beiträge! Ich habe eine formatKreissäge mit 2 Drehzahlen 3000/6000u/min.
ich brauche neue Sägeblätter.
Sollte ich besser 250 Sägeblätter verwenden
Oder 300mm?
Oder bei Grobzuschnitten 300er mit 3000 u/min
Und bei kappschnitten 250er mit 6000 fahren.
Hallo Martin,
Ich würde 300er Blätter nehmen. Es sollte kein Problem sein ein Sägeblatt mit 300mm Durchmesser zu bekommen, das auch 6.000 Umdrehungen laufen darf. Dann hast du eine hohe Schnittgeschwindigkeit und einen sauberen Schnitt.
Gruß
Heiko
Hallo
ich habe den Artikel jetzt mehrfach gelesen. Leider verstehe ich nicht was er aussagen soll. Die Geräte die dort genannt werden (Kreissäge und Oberfräse) Haben eben keinen automatischen defnierten Vorschub. Woher soll der Holzwerker denn wissen ob er die Fräse mit dem errechneten Vorschub schiebt oder das Werkstück mit dem errechneten Vorschub über die Säge schiebt. Für Arbeiten an CNC-Maschinen, wo man den Vorschub definieren kann sind die Berecnungen sinnvoll. Bei einem Vorschubapparatan an der Fräse kann ich auch noch messen wie groß der Vorschub in mm/min ist. Sobald aber nur händisch geschoben wird bringen die Berechnungen von Schnittgeschwindigkeit und Zahnvorschub gar nichts mehr. Diese 3 Werte hängen voneinander ab. Ohne den errechneten Vorschub einzuhalten stimmen auch die beiden anderen Werte nicht.
grüße
Bitte melden Sie sich an, um einen Kommentar zu verfassen.
Sie haben noch kein Konto?