
Der Platz im HolzWerken-Magazin ist leider begrenzt und daher bin ich froh, dass ich diesen Blog auch für weiterführende Infos zu meinen Artikeln nutzen kann. In der HolzWerken Ausgabe 80 ging es ja um die Erweiterung des Multidüblers zum Zinken. Mit dieser Erweiterung können Sie dann nicht nur offene Zinken und Schwalben herstellen, sondern auch Fingerzinken. Und wie Sie diese Fingerzinken herstellen und was Sie dabei beachten müssen, erkläre ich Ihnen heute ausführlich in diesem Blogartikel. Außerdem finden Sie in diesem Blogartikel auch die fehlende Materialliste für die Zinkenerweiterung des Multidüblers.
Wenn Sie sich noch mal einen Überblick über das gesamte System des Multidüblers verschaffen möchten, dann empfehle ich Ihnen die vier passenden Videos dazu auf HolzWerkenTV. Wer aber ganz genau und ausführlich wissen möchte, wie einfach der Multidübler funktioniert und wie er nahezu jedes „Verbindungsproblem“ lösen kann, der sollte unbedingt die HolzWerken-Live Ende Oktober in Fellbach besuchen. Dort zeige ich in einem speziellen Kurs alles Wichtige rund um diese tolle multifunktionale Vorrichtung, mit zahlreichen praktischen Beispielen.
Schritt 1: Umbau des Bündigfräsers
So jetzt aber genug der Eigenwerbung – los geht´s mit der Herstellung einer Fingerzinkung mit dem Multidübler.

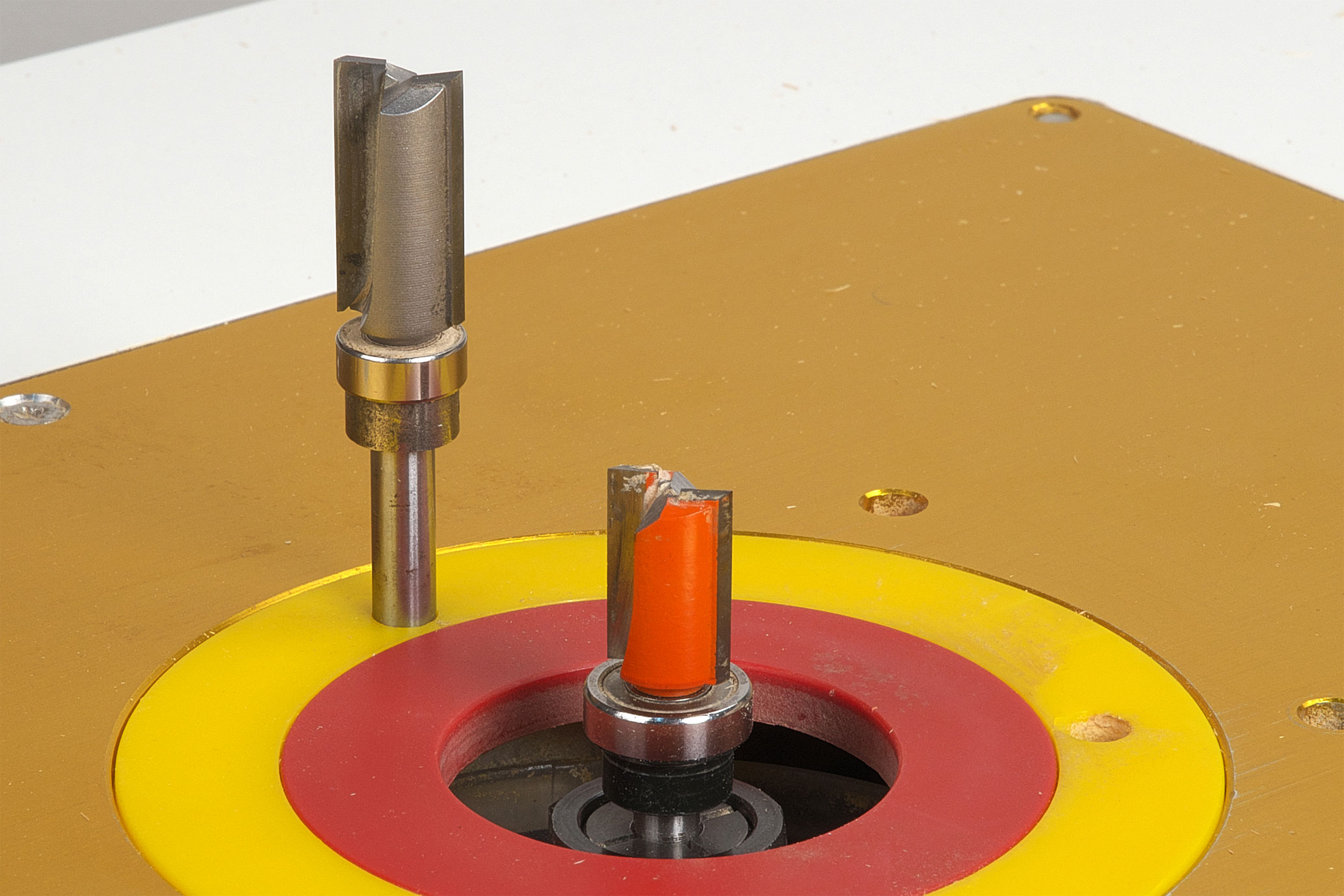
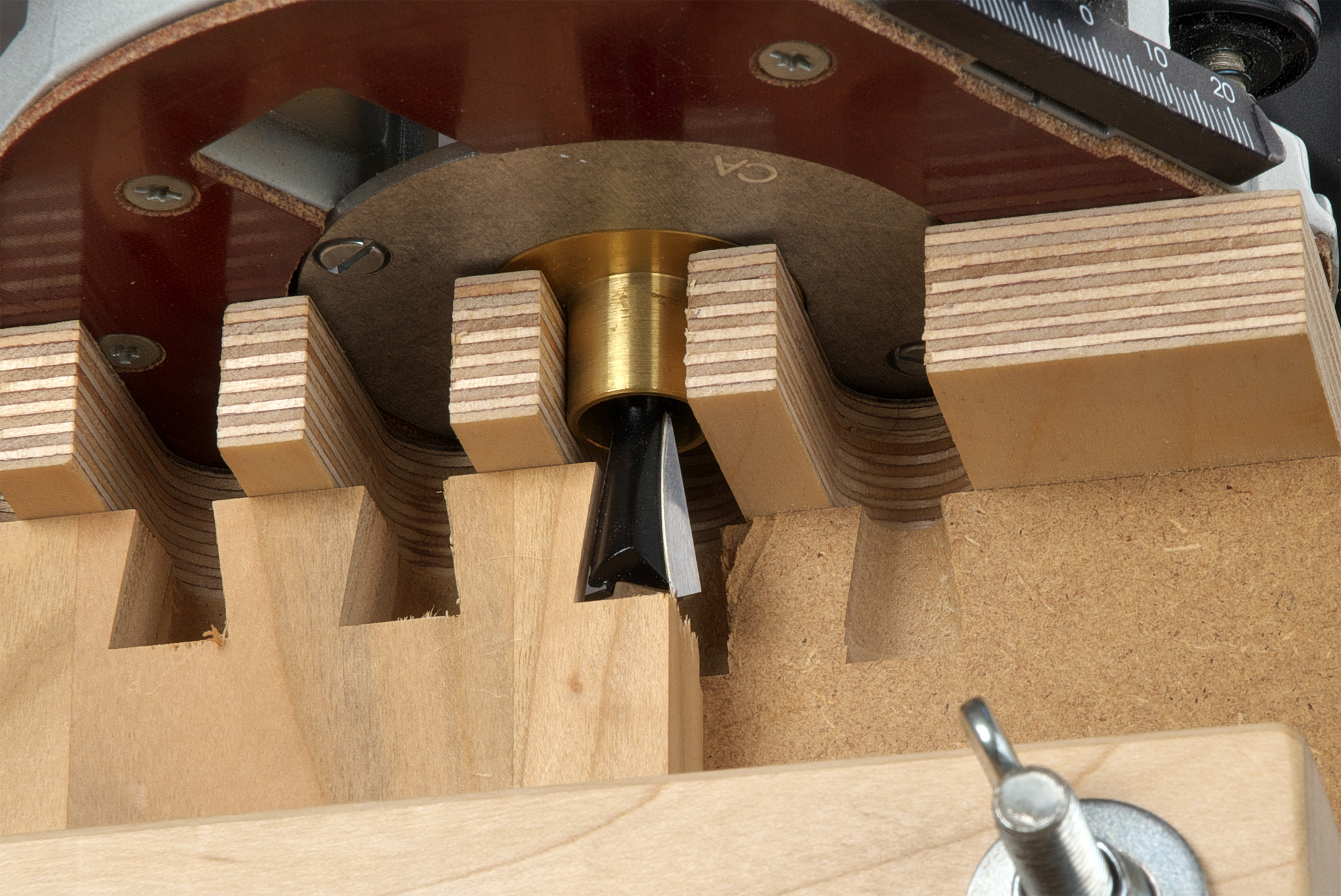
Zum Fräsen von Fingerzinken können Sie neben den beiden unterschiedlich langen Bündigfräsern aus dem Set, auch jeden anderen 12,7-mm-Bündigfräser mit schaftseitigem Kugellager einsetzen (im Bild ein hochwertiger Bündigfräser von CMT). Allerdings müssen Sie vorher das kleinere 12,7 mm Kugellager (1/2 Zoll Kugellager) des Bündigfräsers entfernen und durch das größere 15,9 mm Kugellager (5/8 Zoll Kugellager) des Grat- bzw. Zinkenfräsers ersetzen. Dazu wird einfach der Sicherungsring mit einem Innensechskant-Schlüssel gelöst und zusammen mit dem Kugellager vom Schaft abgezogen. Dieses Kugellager können Sie auch einzeln als Ersatzteil nachkaufen und müssen es dann nicht jedesmal vom Zinkenfräser ab- und wieder anbauen. Mit dem größeren Kugellager können Sie jetzt auch den Bündigfräser spielfrei im Fräskamm mit den geraden Fingern führen. Der kürzere Bündigfräser mit 19 mm Schneidenlänge kann bereits ab einer Brettdicke von nur 6 mm eingesetzt werden (rechtes Bild). Für dickere Bretter ab etwa 13 mm können Sie dann auch den längeren Bündigfräser mit 25,4 mm Schneidenlänge einsetzen.
Schritt 2: Einstellen des Anschlagbrettchens und Fräsen der ersten Fingerzinken

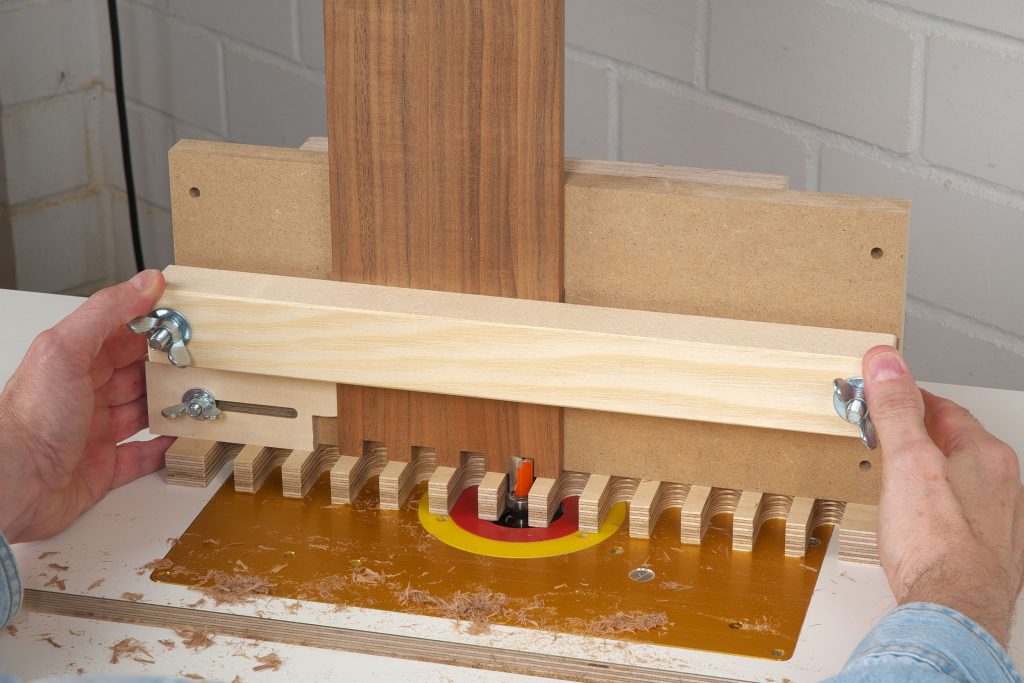
Zum Fingerzinken montieren Sie die Schwalbenschablone mit den geraden Aussparungen auf dem Multidübler. Die Brettbreite sollte möglichst immer ein Vielfaches der Fräserbreite von 12,7 mm betragen. Das Brett wird dann auf dem Fräskamm genau vermittelt und mit dem Druckbalken fixiert. Damit man nicht bei jedem Brett erneut messen muss, stellen Sie zum Schluss noch das Anschlagbrettchen auf diese Position ein.

Nachdem Sie die Fräserhöhe auf die Brettdicke eingestellt haben, können Sie auch schon die ersten Fingerzinken ins Brett einfräsen. Da die geraden Schablonenaussparungen exakt zum Kugellager passen, kann man hier eigentlich nichts falsch machen.
Schritt 3: Versatz für das zweite Brett einstellen und die zweiten Fingerzinken fräsen

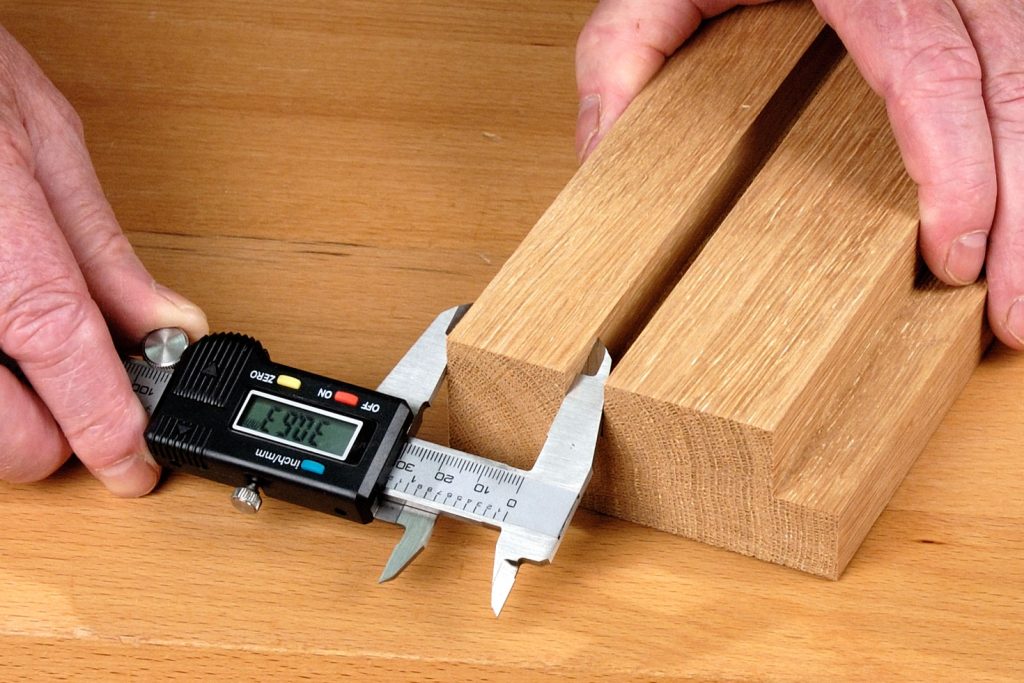
Wenn Sie einen Dickenhobel besitzen, dann können Sie den nötigen Versatz besonders einfach einstellen. Dazu hobeln Sie sich zuerst eine 12,7 mm breite Leiste aus, die exakt in die Nut zwischen zwei Fingerzinken passt

Da das vorherige Brett mit einem 12,7 mm breiten Zinken beginnt, muss das Gegenbrett mit einer entsprechend breiten Aussparung beginnen. Das Brett muss also um exakt 12,7 mm nach rechts verschoben werden. Diesen Versatz erreichen Sie jetzt ganz einfach und absolut präzise mit der vorhin ausgehobelten Leiste. Sie können aber auch das Anschlagbrettchen neu einstellen und exakt um 12,7 mm nach rechts verschieben. Bis diese Einstellung dann aber wirklich perfekt ist, sind ganz sicher ein paar Probefräsungen nötig.
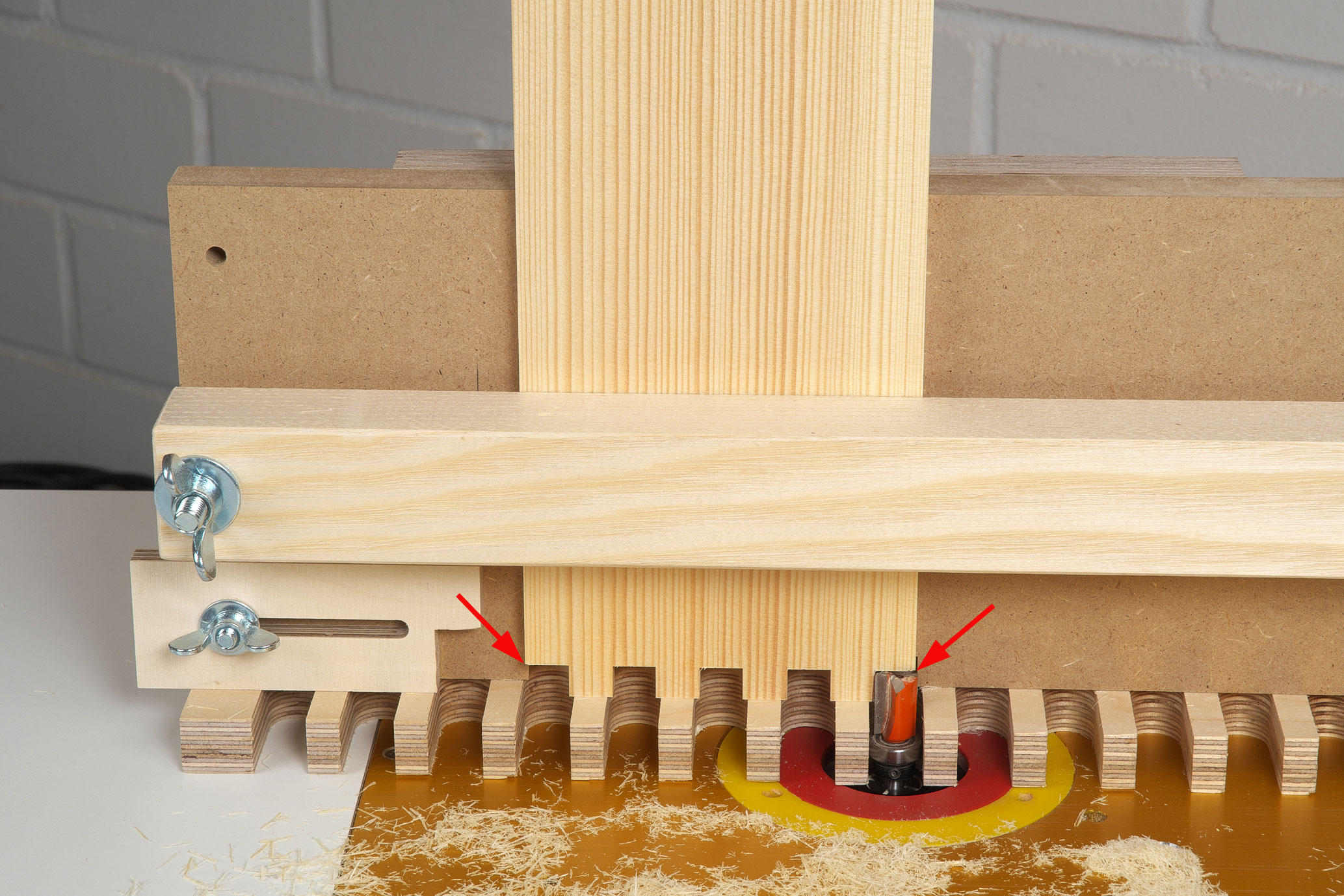
Damit es beim Fräsen an den Werkstückkanten (s. Pfeile) keine Ausrisse gibt, sollten Sie beide Außenkanten vorher gut mit einem Streichmaß anritzen. Dann können Sie auch in das weiche Kiefernholz ausrissfreie Fingerzinken einfräsen.

Die Präzision der Fingerzinken ist jedenfalls beeindruckend und der Kontrast zwischen dem Nussbaum- und Kiefernholz unterstreicht das Ganze nochmal deutlich.
Übrigens lassen sich mit den beiden Schablonen des Multidüblers Bretter bis etwa 310 mm Breite mit Finger- oder Schwalbenschwanzzinken verbinden.
Und hier die versprochene Materialliste für die Zinkenerweiterung des Multidüblers:
2 Schlossschrauben M6 x 50 mit großer U-Scheibe und Flügelmutter (DIN 315 D)
2 Schlossschrauben M8 x 50 und 2 Schlossschrauben M8 x 80; jeweils mit großer
U-Scheibe und Flügelmutter (DIN 315 D);
Milescraft Dovetail-Template-Master zur Herstellung der beiden Schablonenplatten (Pos. 1 und 2).
Einsatz und Umbau von Standardfräsern mit 6,35 mm Schaft
Die Firma Sauter bietet für den Dovetail Template Master auch passende Fräser der britischen Firma Trend an. Diese Fräser gibt es jedoch nur in 6,35 mm Schaft – also 1/4 Zoll. Außerdem werden die Fräser mit einem separaten 12,7 mm Kugellager und Sicherungsring geliefert, die man aber leicht selbst montieren kann.
Wichtig: Sie müssen nicht alle drei Fräser auf einmal kaufen. Wenn Sie keine Fingerzinken in dünnere Bretter als 13 mm machen möchten, benötigen Sie den kurzen Bündigfräser nicht.


Den 12,7 mm Bündigfräser gibt es in zwei Längen von 19 und 25,4 mm.
Den kürzeren Trend-Bündigfräser (links im Bild z. B. für Fingerzinken) finden Sie unter diesem Link.
Den längeren Trend-Bündigfräser (rechts im Bild) finden Sie hier.


Auch der Trend-Zinkenfräser für das Ausfräsen der Schwalben wird mit einem separaten 15,9 mm Kugellager und Sicherungsring geliefert, den gibt es unter diesem Link:
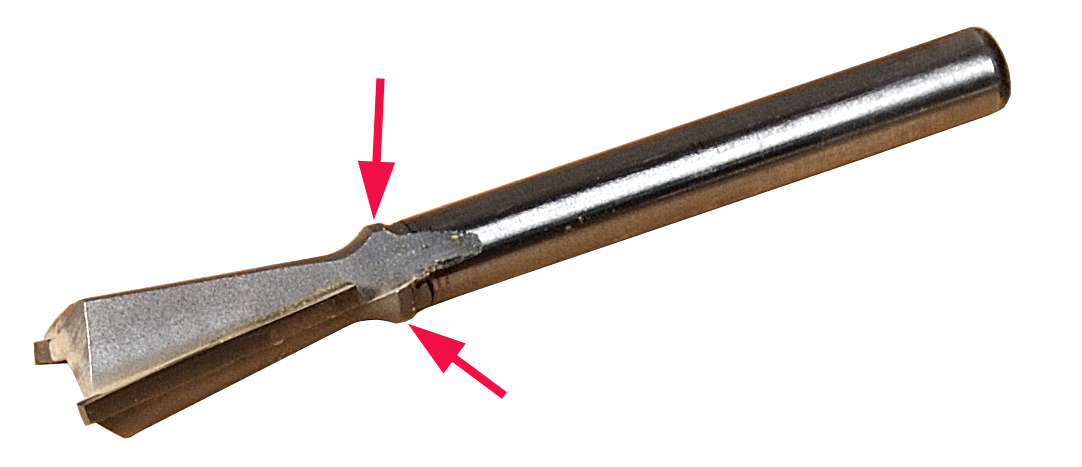
Damit das Kugellager nicht direkt auf den Schneiden aufliegt, hat der Zinkenfräser im Set zum Dovetail Template Master einen kleinen „Kragen“ vor den Schneiden. Dieser Kragen fehlt leider bei dem Trend Fräser und daher hat das Kugellager auch ständigen Kontakt mit den beiden Fräserschneiden. Bei meinen Tests konnte ich jedoch keine Schäden an den Schneiden feststellen, da ja nur ein seitlicher Druck auf das Kugellager ausgeübt wird und kein Druck von oben auf die Schneiden wirkt. Trotzdem möchte ich Ihnen das nicht vorenthalten und kann auch nicht ausschließen, dass es bei intensivem Gebrauch doch noch zu Schäden an den Schneiden kommen kann. Bitte entscheiden Sie selbst, ob Sie das Risiko eingehen möchten. Eines kann ich Ihnen aber auf jeden Fall versichern: Die Qualität der Trend Fräser ist auf jeden Fall deutlich besser als die im Set zum Dovetail Template Master enthaltenen Fräser.
Die beste Alternative: Kopierhülsen anstelle der Kugellager einsetzen
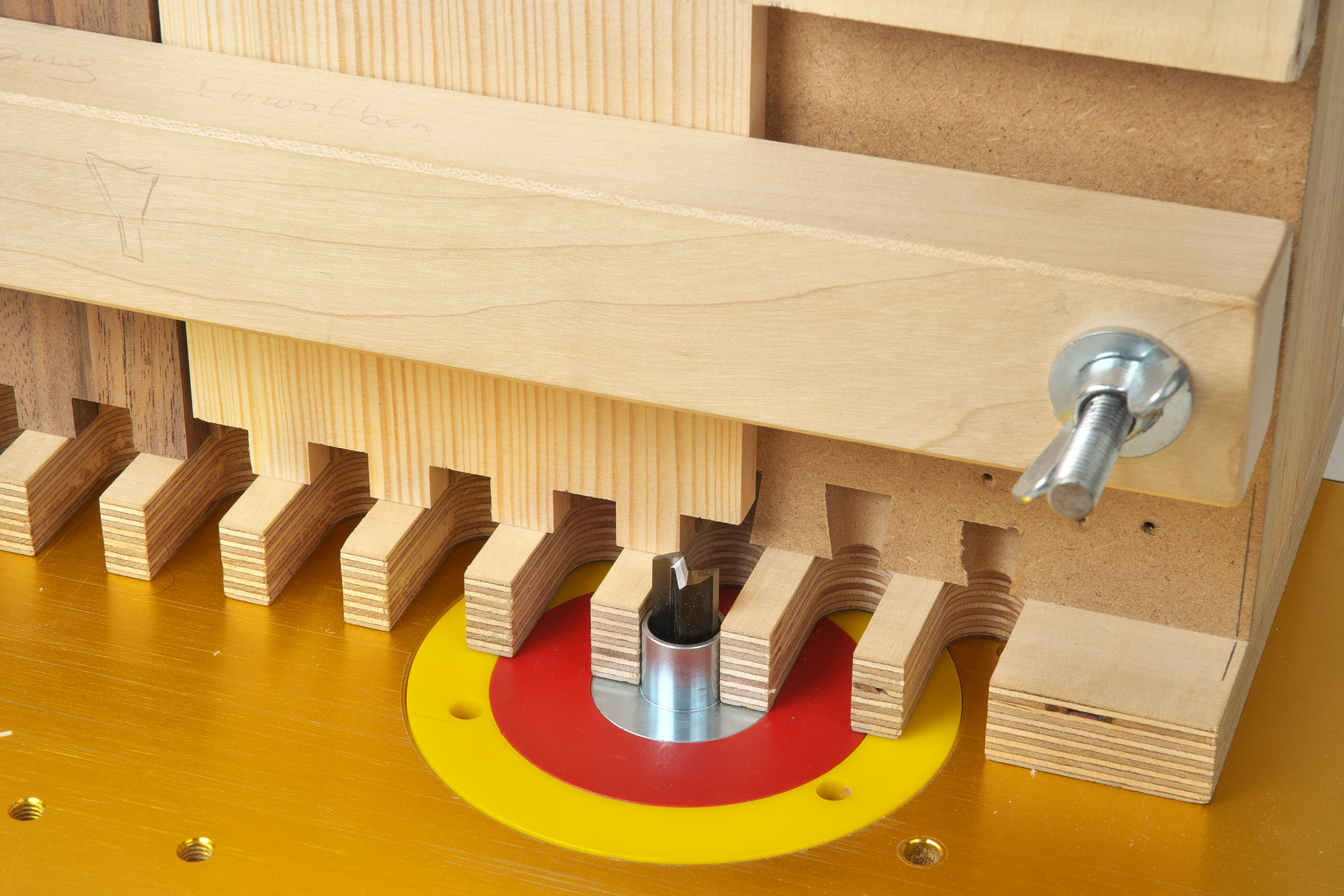
Anstelle von teuren Fräsern mit schaftseitigem Kugellager können Sie auch amerikanische Kopierhülsen mit Schraubgewinde einsetzen. Die hatte ich Ihnen bereits in zwei vorangegangenen Blogbeiträgen (Teil 1 und Teil 2) ausführlich vorgestellt. Lediglich zum Ausfräsen der Zinken (für eine offene Schwalbenschwanzzinkung!) ist zwingend ein Bündigfräser mit 12,7 mm Durchmesser und schaftseitigem Kugellager im gleichen Durchmesser nötig. Für das Ausfräsen der Schwalben (linkes Bild) und für die Herstellung von Fingerzinken (rechtes Bild) können Sie aber problemlos eine Kopierhülse mit 15,9 mm Außendurchmesser einsetzen.
Den Zinkenfräser ohne Kugellager in 8 mm Schaft bekommen Sie übrigens recht günstig und in guter Qualität von der Firma CMT in diesem Shop.
Auch den Nutfräser in 12,7 mm Durchmesser und 8 mm Schaft bekommen Sie dort unter diesem Link.
Da beide Fräser einen 8 mm Schaft besitzen, können Sie auch wieder ihre ganz normale 8er Spannzange benutzen.
So das war’s mal wieder für heute. In zwei Wochen möchte ich Ihnen an dieser Stelle dann einen besonders interessanten Spanngurt vorstellen.
Bis dahin wünsche ich Ihnen wieder allzeit unfallfreies Holzwerken.
Herzlichst, Ihr
Guido Henn
Handbuch Oberfräse

Handbuch Oberfräse
Alles, was man über die Oberfräse wissen muss! Im Handbuch Oberfräse erklärt Guido Henn alles Wesentliche zu Modellen, Typen u. Fräsern, zu Bedienung u. Wartung
48,00 €
Mehr ErfahrenZeitschriftenabo HolzWerken

Zeitschriftenabo HolzWerken
Wissen. Planen. Machen. Das ist das Motto der Zeitschrift HolzWerken, dem Magazin für den Holzwerker. Zeitschriftenabo HolzWerken gleich hier bestellen!
Preisspanne: 74,00 € bis 93,00 €
Mehr Erfahren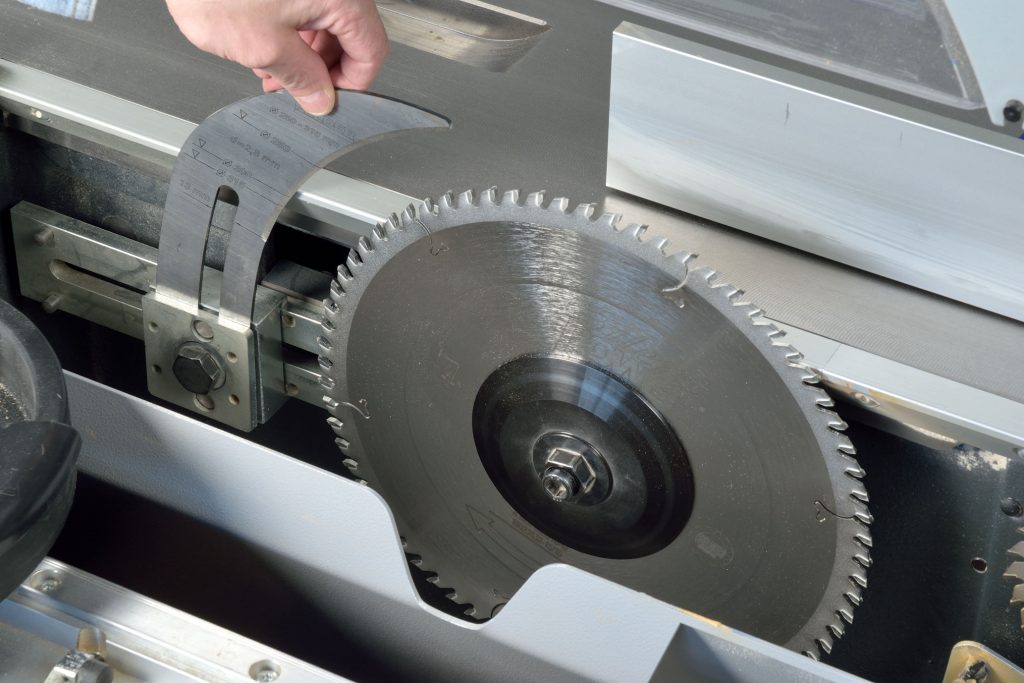





18 Kommentare
Klasse Idee. Lieben Dank für die Infos und Tipps.
Wann ist mit dem Multidübler aus den USA und den Kopierhülsen zu rechnen
Hallo Herr Bladt,
die Kopierhülsen in den Zollmaßen gibt es ja schon in den USA seit längerem zu kaufen und das Set kann man – wenn ich das im Link richtig sehe – sogar schon über den deutschen Amazon Shop direkt aus den USA ordern:
https://www.amazon.de/Milescraft-1228-MetalBushingSet-router-Template/dp/B07MWNRZM9/ref=sr_1_55?__mk_de_DE=ÅMÅŽÕÑ&keywords=Milescraft&qid=1573824770&sr=8-55
Wann die metrischen Hülsen lieferbar sein werden, kann ich jedoch nicht sagen. Hier würde ich mal eine Anfrage an die Fa. Sauter richten, denn die sind ja einer der wenigen Shops in Deutschland die Milescraft Produkte führen.
Was den Multidübler angeht, wird es ganz sicher nicht vor Herbst/Winter nächsten Jahres klappen. Sobald ich aber was genaues sagen kann, werde ich das natürlich zeitnah hier posten.
Beste Grüße
Guido Henn
Ganz hab ich mit den Fräsern noch nicht verstanden. Ich habe den Bündigfräser (mit Kugellager am Schaft) von ENT. Diesen möchte ich benutzen. Muß ich da das Kugellager (es ist 12,7) für die Milescraft Schablone austausen ? Welches Kugellager ist das dann zum Nachkaufen für den ENT Fräser, kann ich nicht finden mit 8mm Schaft? Ich will ja nicht wieder Fräser mit anderem Schaft und Reduzierhülse etc. kaufen. Ich muß mich mal auf ein Maß einigen, sonst hab ich eine Werkstatt mit 100 Fräsern und muß jedesmal umbauen.
Hallo Helmut,
den 12,7 mm Bündigfräser mit 12,7 mm Kugellager von ENT kann man zum Fingerzinken so nicht direkt einsetzen! Dazu muss man zuerst das 12,7 er Kugellager abbauen und ein größeres Kugellager montieren.
Leider fangen hier jetzt die Probleme an:
Bei der Schablone von ENT wäre ein 16 mm Kugellager nötig, weil die Fingerzwischenräume bei dieser Schablone eben exakt 16 mm betragen. Bei der Milescraft DTM-Schablone sind die Fingerzwischenräume aber nur 15,9 (5/8 Zoll) groß und da braucht es dann einen Bündigfräser mit einem 15,9 mm Kugellager.
Möchte man also den ENT Bündigfräser mit der Milescraft Schablone benutzen, dann muss man zuerst das 12,7 er Kugellager entfernen und ein Kugellager mit 5/8 Zoll Außendurchmesser montieren. Ob ENT ein solches Kugellager anbietet, lässt sich am besten mit einem – zugegeben sehr altmodischen – Anruf beim Hersteller klären. Der sollte ja seine Produktpalette am besten kennen 😉
Also ran an den Hörer und dann direkt bei ENT nachfragen.
Viel Erfolg und beste Grüße
Guido
Hallo Guido,
kann die 12mm Nut auch 12,7 mm breit sein, ich habe keinen 12mm Fräser und ob ich das so genau hin bringe ?
DAnke
Hallo Helmut,
das habe ich jetzt ehrlich gesagt nicht ganz verstanden. Wir sprechen doch die ganze Zeit von 12,7er Fräsern und Zinkenabständen. Von 12 mm war doch nie die Rede, oder habe ich dich falsch verstanden?
Beste Grüße
Guido
In der Anleitung steht, man soll zwei 12mm breite Nuten auf der Rückseite der Schablonen einfräsen für die Anschläge. Die Frage war, ob die auch 12,7 mm breit sein dürfen.
Hallo Helmut,
ah – jetzt habe ich dich verstanden 😉
Die rückseitigen Nuten unter den Schablonen sollen zu den 12 mm dicken seitlichen Führungsleisten des Multidüblers passen. Die kann man auch mit einem 8 oder 10er Nutfräser durch zweimaliges Fräsen (verbreitern) so herstellen, dass es genau zur Multiplexstärke passt. 12,7 mm ist jedenfalls definitiv zu viel!
Gruß Guido
Moing, man sieht weder hier noch in der Zeitschrifft, wie man die Schablone auf dem Multidübler befestigt. Ich glaub, ich habs trotzdem rausgefunden. Allerdings passen die Anschlagbretter des Multidübler nicht in die Nuten der Zinkenschablone. Es geht immer um halbe Millimeter. Ich denke, so einfach, wie du es darstellst, ist das ganze nicht. Nur mit einem CAD System kann man die Schablonen wohl so herstellen, daß alles schön geschmeidit läuft und passt. Mit der Kreissäge etc. kann man im halben mm- Bereich nicht messen / schneiden.
Allerdings bin ich auch Anfänger. Trotz aller guten Anleitungen ist es nicht „denkbar einfach“ wie du schreibst.
Gruß
Helmut.
Hallo Helmut,
ein Video sagt mehr als tausend Bilder und hunderttausend Worte! Warum schaust du dir nicht das passende vierte Video dazu an? Dafür sind die Videos ja da und deutlicher als im Video kann man das in der Zeitschrift gar nicht zeigen.
Hier der Link zum passenden Video: https://www.youtube.com/watch?v=eo6YD6EbuJ8&t=61s
Und man kann sehr wohl die Nuten präzise auf einem Frästisch an die seitlichen Anschlagleisten des Multidüblers anpassen. Und das ohne jede CNC- oder Raketentechnik ;-). Ich besitze nämlich gar keine CNC-Maschine.
Aber selbst wenn deine Anschlagleisten jetzt in den Nuten etwas Spiel haben, kannst du präzise Zinken herstellen. Du musst halt nur darauf achten, dass die Schablonen bzw. der Zinkenkamm immer schön parallel zur Front verlaufen, wenn du Sie mit den Flügelmuttern fixierst. Also – alles machbar, wenn man mal den Frust hinter sich gelassen hat 😉
Viel Erfolg und beste Grüße
Guido
Tut mir leid, ich bin zu bescheuert. Jetzt reicht die Fräserlänge nicht für 2 cm Bretter. Weder beim fräsen von oben und schon gar nicht am Tisch. Die Gesamtlänge des bündig Fräsers hat 6,3 cm. Hab halt die makita rt0700c.
Ich glaub ich hör wieder auf mit Holzarbeiten und schau wieder in die glotze.
Danke vielmals für die geduldigen Antworten
Tut mir leid, ich bin zu bescheuert. Jetzt reicht die Fräserlänge nicht für 2 cm Bretter. Weder beim fräsen von oben und schon gar nicht am Tisch. Die Gesamtlänge des bündig Fräsers hat 6,3 cm. Hab halt die makita rt0700c.
Ich glaub ich hör wieder auf mit Holzarbeiten und schau wieder in die glotze.
Danke vielmals für die geduldigen Antworten
Hallo Guido, du schreibst oben, man könne jeden 12,7 mm Bündigfräser verwenden. Doch man braucht für die Fingerzinken das 15,9 mm Kugellager. Ich würde gerne die Fräser von ENT verwenden, es gibt sogar einen Satz, der extra für die Template Master Schablone empfohlen ist (https://www.sautershop.de/fraeser-set-fuer-zinkenfraesschablone-template-master-e-09049). Jedoch haben diese Bündigfräser auch nur das 12,7 mm Kugellager verbaut. Meine Frage, gibt es die 15,9 mm Kugellager dafür zu kaufen ? Die Firma Sauter wußte nichts davon, daß man auf den Bündigfräser ein anderes Kugellager braucht. Also bieten die eigentlich das falsche Produkt an.
Ich will halt die 8mm Fräser verwenden, da ich keine Reduzierhülsen verwenden mag. Die amerikanischen Kopierhülsen funktionieren für die Makita RT0700 nicht, lt. Nachfrage bei Leight.
Vielen Dank
Helmut
Hallo Helmut,
die Fräsersets – egal ob von ENT oder Milescraft – werden immer so geliefert, dass man damit – ohne Umbau – offene Schwalbenschwanzzinken herstellen kann.
Erst wenn man Fingerzinken mit dem Dovetail Template Master herstellen möchte, muss man einen der beiden Bündigfräser umbauen, so wie ich das oben beschrieben habe. Dazu nutzt man dann einfach das Kugellager vom Zinkenfräser, das hat ja die geforderten 15,9 mm Durchmesser.
Soweit ich weiß, ist jedoch das Wechseln der Kugellager beim ENT-Bündigfräser mit 8er Schaft nur mit einem Spezialwerkzeug möglich, um den Sicherungsring zu entfernen. Das solltest du also unbedingt vorher mit Sauter telefonisch abklären.
Bei den 1/4 Zoll Schaftfräsern von Trend und auch den Fräsern, die dem Dovetail Template Master beiliegen, ist das Wechseln der Kugellager problemlos möglich und funktioniert genau so, wie ich das oben ausführlich beschrieben habe.
Nutz doch erst mal zum Testen die Milescraft-Fräser die dem Dovetail Template Master beiliegen.
Viel Erfolg und beste Grüße
Guido
Hab jetzt endlich mal eine Fräsung probieren können (mit den Fräsern, die dem Template Master beilagen), leider Ausrisse ohne Ende an Sperrholzplatten oder Multiplex. Bei Massivholz gings noch einigermaßen. Allerdings benutze ich die Makita 0700. Wohl zu schwach auf der Brust ? Die Fräser taugen nichts.
Hallo Helmut,
Zinken mit der Oberfräse sollte man grundsätzlich erst mal nur in Massivhölzer. Bei Multiplex und Sperrhölzern sind nicht nur Ausrisse vorprogrammiert, sondern es leiden auch die Fräser, weil diese Platten aufgrund des Klebers die Fräser sehr schnell abstumpfen lassen.
Und ja die Makita OF ist in der Tat etwas schwach, um beispielsweise dicke Platten in einem Arbeitsgang zu zinken. Bei Fingerzinken kann man ja noch schrittweise die Frästiefe erhöhen und in mehreren Etappen fräsen. Bei Schwalbenschwanzzinken geht das jedoch nicht mehr! Die Schwalben müssen hier mit der vollen Tiefe eingefräst werden.
Aber auch richtig: Die im Set enthaltenen Fräser sind nicht von guter Qualität und kann man bei dem Setpreis auch nicht erwarten. Aber auch wenn du bessere Fräser kaufst (die überigens mehr als das ganze Set kosten!) kannst du sie mit dem Zinken von Multiplex und Sperrholz sehr schnell ruinieren.
Wer unbedingt Multiplex und Sperrholz mit Fingerzinken versehen möchte, der sollte dazu eine Tisch- oder noch besser eine Formatsäge einsetzen. Das zeige ich übrigens ausführlich in meinem neuen Buch zur Formatsäge, das im August 2020 erscheinen wird.
Beste Grüße
Guido
Leider funktionieren die Links zu den Trend Fräser nicht mehr. Gibt es noch andere Quellen für den Bezug der oben genannten Trend Fräser?
Bitte melden Sie sich an, um einen Kommentar zu verfassen.
Sie haben noch kein Konto?