

Als ich kurz vor Weihnachten wieder mal im großen Internet-Kaufhaus mit dem „A“ nach Holzwerken-Produkten stöberte, wurde mir aufgrund meiner „Vorlieben“ eine neue Schablone zum Zinkenfräsen von ENT vorgeschlagen. Optisch erinnerte mich diese Zinkenschablone an den Dovetail Template Master der Firma Milescraft und ich wollte natürlich testen, in wie weit sich die beiden Zinkenschablonen unterscheiden. Also habe ich mir sogleich diese neue ENT-Schablone im Set mit zwei passenden Fräsern für 129,– Euro bestellt.
Und hier ist mein Testbericht bzw. Vergleich:
Der Dovetail Template Master von Milescraft, den ich bereits 2010 ausführlich in meinem Handbuch Oberfräse vorgestellt habe, wurde bereits Ende der Neunziger von einem Herren Stots aus den USA entwickelt und das Patent lief 2018 aus. Ähnliche Systeme gab und gibt es auch noch von anderen Herstellern (meist aus den USA) wie z. B. Leigh Jigs, Peachtree Dovetail Jig, Keller Dovetail Jig, Katie Jig und einigen mehr (einfach mal googlen). Also eine seit vielen Jahren bewährte Technik zum Zinkenfräsen, die auch bei der neuen Zinkenschablone der Fa. ENT zum Einsatz kommt.

Im Lieferumfang des Sets befindet sich neben einer durchaus hochwertig gefertigten Schablone aus transparentem Kunststoff auch eine Fräserbox mit zwei auf den Schablonenkamm abgestimmten Fräsern und ein beidseitig bedrucktes DIN A 4 Blatt mit der Bedienungsanleitung. Die ist leider etwas spärlich ausgefallen und hat zudem auch mindestens einen Maßfehler in der abgedruckten Materialliste. Dazu später aber noch genaueres. Sehr positiv hervorheben möchte ich, dass die Schablonenaussparungen wirklich sehr passgenau auf die Kugellager der beiden Fräser abgestimmt wurden und beide Fräser mit 8 mm Schaft ausgeliefert werden. Denn für die meisten US-Schablonen gibt es leider normalerweise nur 6,35 mm (1/4 Zoll) Schaftfräser, wodurch dann noch der Kauf einer passenden Spannzange notwendig wird.

Die Ähnlichkeit zum Dovetail Template Master (im Weiteren nur noch kurz DTM genannt – links im Bild) ist nicht zu verleugnen. Der größte Unterschied der ENT-Schablone (rechts im Bild) sind die nach vorne offenen Führungsfinger.

Legt man beide Schablonen aufeinander wird die Ähnlichkeit noch deutlicher. Lediglich die geraden Aussparungen (rechts im Bild) besitzen eine Breite von 16 mm passend zum 16 mm Kugellager des im Set befindlichen Zinkenfräsers. Beim DTM beträgt der Abstand zwischen den Fingern exakt 5/8 Zoll (etwa 15,9 mm), also etwa 0,1 mm weniger. Wahrscheinlich ist das auch der Grund, warum man in der Produktbeschreibung von einer metrischen Schablone spricht. An den Fräsern kann es jedenfalls nicht liegen, denn die sind in ihren Abmessungen identisch mit den Fräsern des DTM – also Zollmaße: Bündigfräser und Zinkenfräser Ø 12,7 mm (1/2 Zoll).
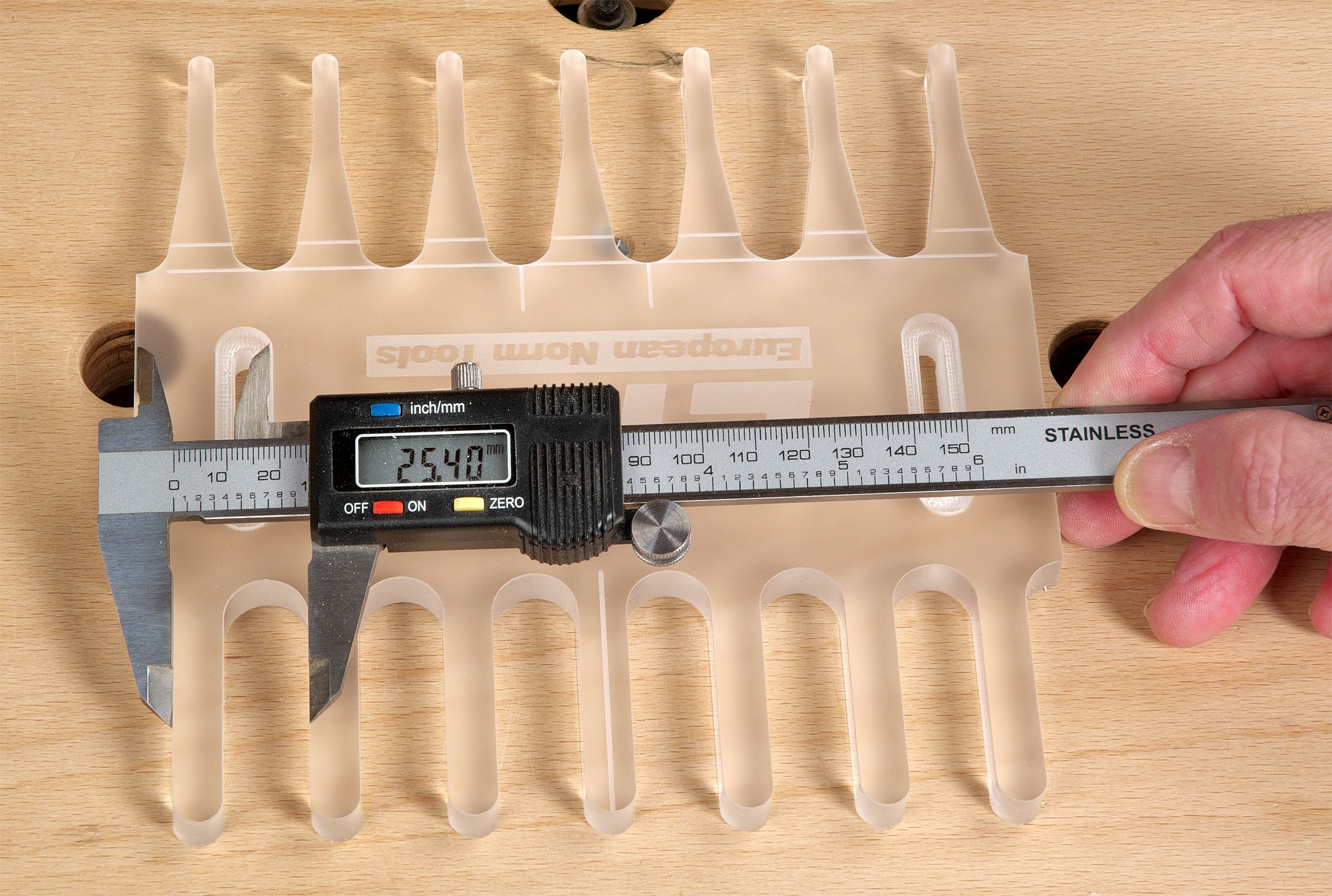
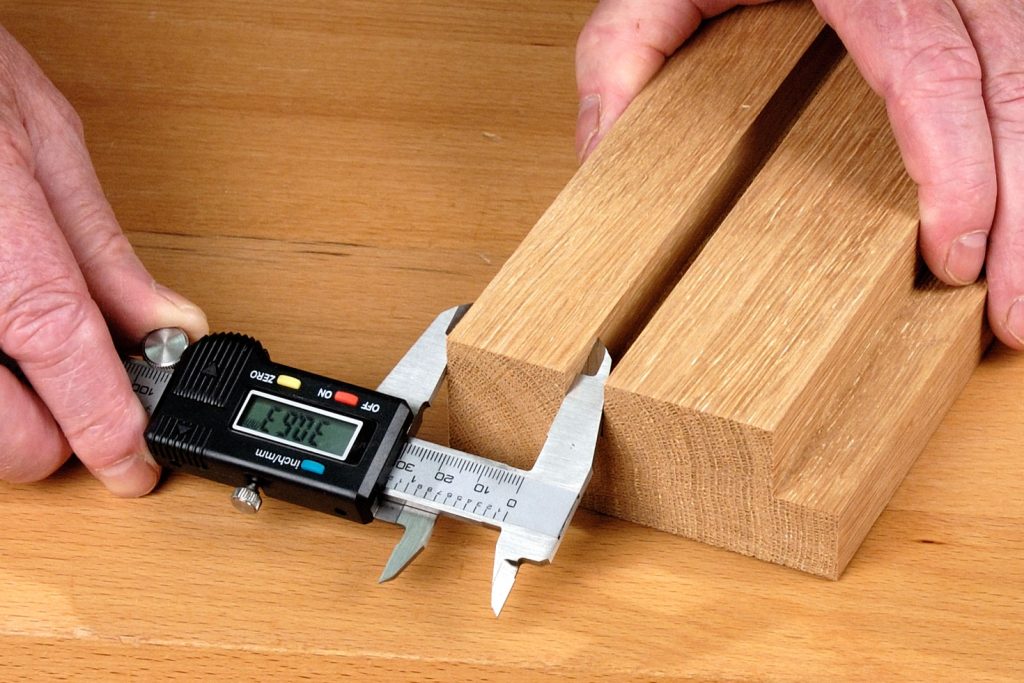
Aber vielleicht ist ja die Zinkenteilung der ENT-Schablone metrisch und nicht identisch mit den Zollabmessungen der DTM-Schablone? Das Nachmessen mit einem Messschieber ergibt jedoch auch hier absolut identische Abmessungen von 1 Zoll (also 25,4 mm). Das ist wirklich schade, denn hier hätte man eigene und neue Wege gehen können.

Warum man die Führungsfinger so lang hergestellt hat, ist mir ehrlich gesagt auch ein Rätsel. Auch als bessere Führungsfläche fürs Kugellager wäre diese Fingerlänge nicht nötig gewesen und man hätte hier je Seite etwa 15 mm einsparen können – also insgesamt ganze 30 mm! Meine Schablone aus dem Handbuch Oberfräse zeigt das auch deutlich. Auch die Langlöcher zum Befestigen der Schablone sind viel zu lang und schwächen den Kunststoff der Schablone nur unnötig. Für eine Feinjustierung der Passgenauigkeit einer Zinkenverbindung reichen hier maximal 15 mm Länge völlig aus. Dafür hätte man die beiden Langlöcher besser für die Schraubenköpfe etwas tiefer versenkt (dazu später mehr). Jetzt aber genug gemeckert, denn trotz dieser „Kleinigkeiten“ ist die Fertigungsqualität der Schablone wirklich ausgezeichnet.
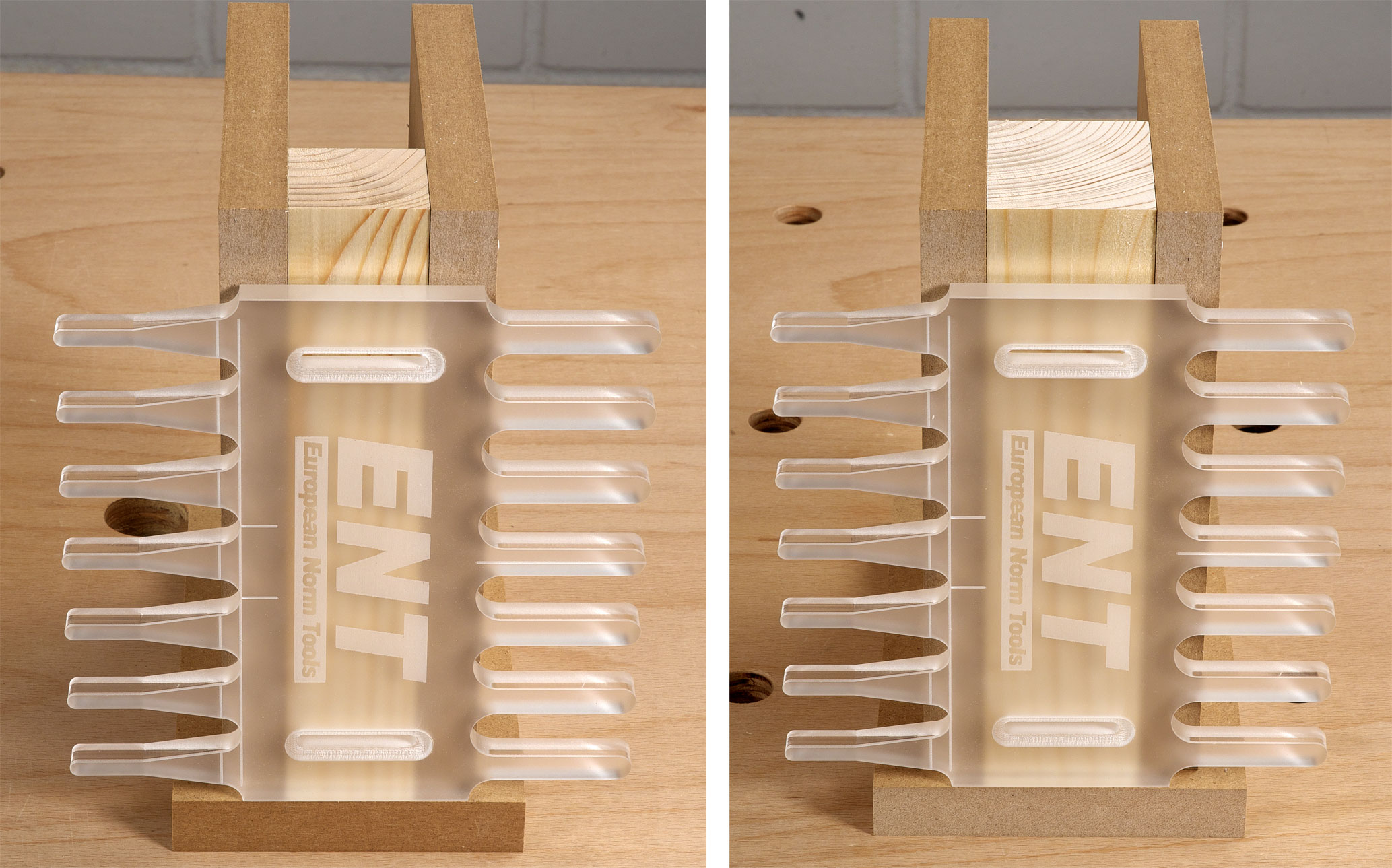
Auch für die ENT Schablone muss man sich in jedem Fall noch zusätzlich eine „Aufnahmevorrichtung“ bauen, bevor man die Schablone zum Zinken nutzen kann. In der Materialliste der beiliegenden Bedienungsanleitung sind dazu mit der Position „a“ zwei mittlere „Trägerholzplatten“ mit einem Querschnitt von 40 x 40 mm angegeben. Diese 40 mm sind jedoch deutlich zu wenig, wie man auf dem linken Bild auch gut erkennen kann. Erst bei etwa 48 bis 50 mm Dicke ragen die beiden 19 mm Ausreißplatten aus MDF auch weit genug in die Führungsfinger hinein (s. Bild rechts). Auch den Frontanschlag „c“ sollte man dann entsprechend etwas breiter herstellen, wenn man ihn dann wirklich benötigt. Aber auch dazu später noch ein paar ausführlichere Hinweise.

Auch die DTM-Schablone könnte man natürlich mit einer solchen „Aufnahmevorrichtung“ sofort einsetzen (s. Bild). Allerdings würde ich weder die ENT noch die DTM-Schablone direkt zum Herstellen der Zinken verwenden. In meinen Augen sind beides Masterschablonen zur Herstellung beliebig langer Holzschablonen und so sollte man Sie auch hegen und pflegen ;-). Denn seien wir mal ehrlich: Beide Schablonen sind von Haus aus in der Länge bzw. Breite doch arg begrenzt. Will man mal einen 30 cm tiefen Korpus mit offenen Schwalbenschwanzzinken versehen, dann sollte man sich bei beiden Schablonen selbst eine entsprechend lange Holzkopie herstellen. Was ja auch mit beiden Schablonen problemlos funktionieren würde. Und ehrlich gesagt schadet es dem Produkt mehr, als das es nützt, wenn man in der Anleitung nicht auch auf die Kopiermethode der Schablone eingeht. Aber zum Glück gibt es ja noch mein Handbuch Oberfräse, in dem ich genau Schritt für Schritt beschreibe, wie man bei der Herstellung einer eigenen Holzschablone vorgehen sollte. Und das kann man auch 1:1 auf die ENT-Schablone übertragen.
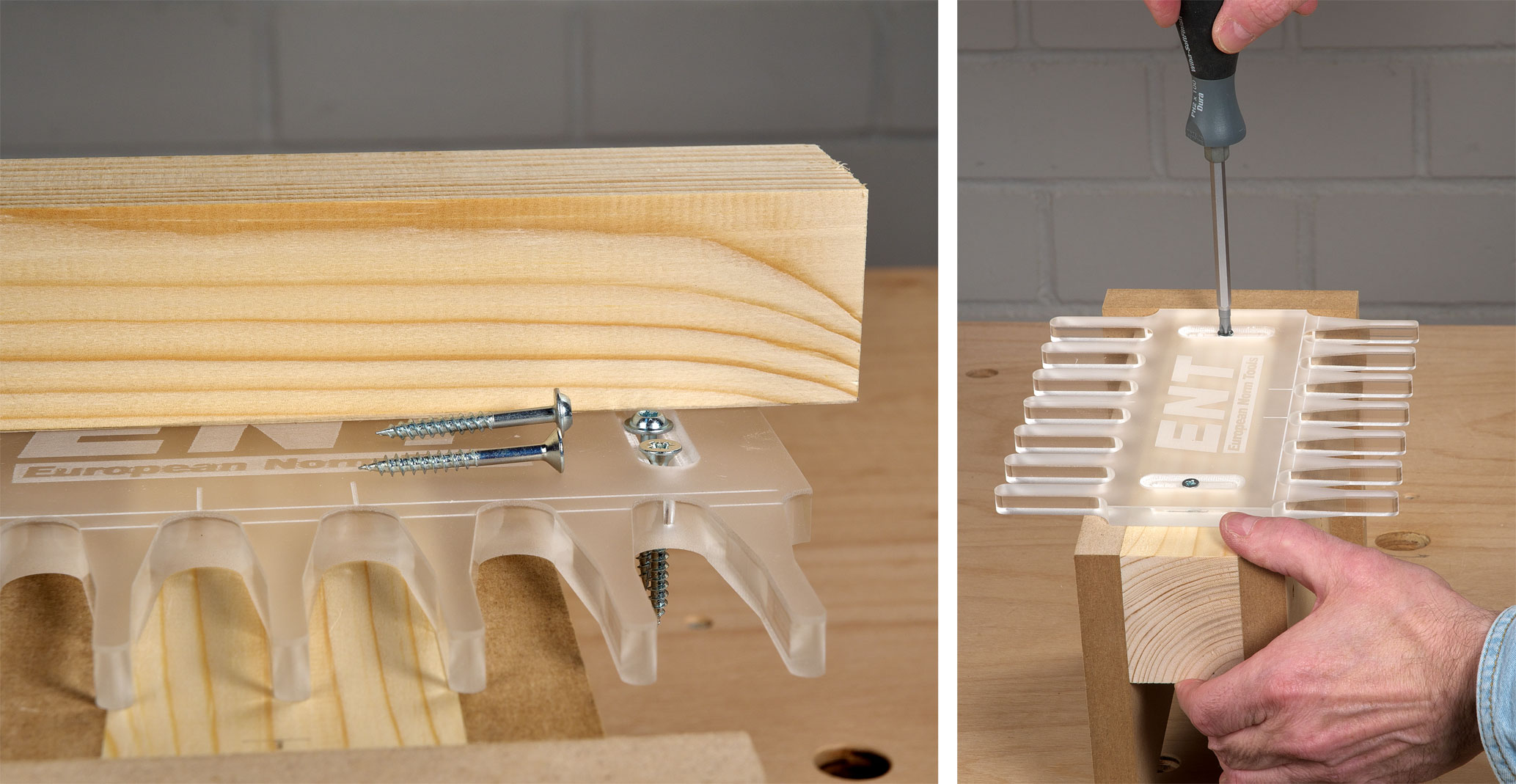
Ist die Aufnahmevorrichtung zusammengebaut, geht es an die Befestigung der Kunststoffschablone durch die beiden Langlöcher. Ich hätte hier gerne die Panheadschrauben eingesetzt, die man auch für Pocketholes nutzt. Allerdings waren die Langlöcher dafür nicht tief genug gesenkt worden. Also blieb mir nichts anderes übrig, als eine normale Spanplattenschraube mit Senkkopf einzusetzen. Dabei sollten Sie dann die letzten Millimeter unbedingt von Hand und nicht mit der Maschine anziehen, sonst könnte der Kunststoff beschädigt werden.
Noch ein Hinweis: Der Einfachheit halber habe ich bei der Herstellung nur eine „Trägerholzplatte“ oder besser gesagt einen Balken verwendet. In der Anleitung werden davon zwei empfohlen
In der Anleitung wird auch empfohlen, einen sogenannten „Frontanschlag“ an die Stirnseite der Aufnahmevorrichtung zu schrauben. Wie unnütz ein fester „Frontanschlag“ an einer solchen Vorrichtung ist, zeigen diese beiden Bilder. In den seltensten Fällen hat das Werkstück genau die Breite, um es auch dicht an den Frontanschlag legen zu können. Deshalb gibt es bei meiner Vorrichtung aus dem Handbuch Oberfräse auch zwei variabel einstellbare Anschläge (sogar mit Feineinstellung!).

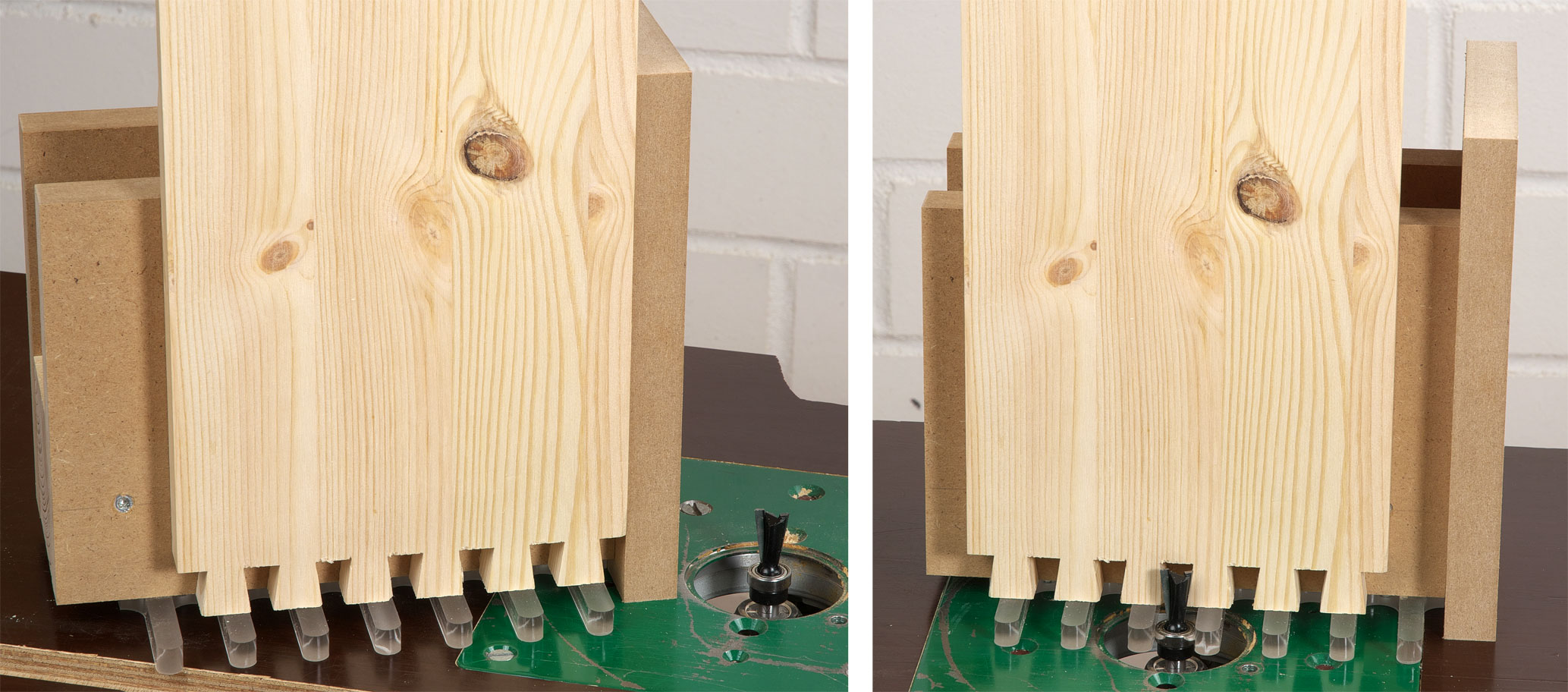
Wie schon gesagt passt das Kugellager perfekt zwischen die Führungsfinger, so dass man hier auch eine sehr gute Präzision erzielen kann. Dieses Schwalbenbrett kann zudem bis etwa 24 mm dick sein, da der Bündigfräser im Set (der die Zinken im Gegenbrett ausfräst) eine Schneidenlänge von 25 mm besitzt (s. auch Bild rechts). Bei 16 mm Holzstärke und mehr kann das Brett mit der Stirnkante auch direkt auf der dünnen Kunststoffschablone aufliegen und das Kugellager hat dann immer noch genügend Anlauffläche an den Führungsfingern. Beim 25 mm langen Bündigfräser (rechts im Bild) ist das jedoch nicht mehr der Fall und man muss dann das Brett etwas anheben, so wie es in der Anleitung beschrieben wird. Das liegt einfach an der nur 10 mm dünnen Schablone. Bei einer Holzschablone aus 18 mm dickem Multiplex wäre dieses umständliche und fehlerträchtige Anheben des Bretts jedenfalls nicht nötig.

Anstelle von Abstandshölzern, wie es in der Anleitung empfohlen wird, können Sie das Brett auch präzise in einem bestimmten Wert mit zwei gleich dicken Bohrern anheben und dann mit zwei Hebelzwingen fixieren (nicht vergessen die Bohrer vor dem Fräsen zu entfernen!). Ein präzises seitliches Ausrichten wird jedoch mit jeder Erhöhung der Brettkante immer schwieriger und ungenauer. Ein verschiebbares Anschlagsystem wäre auch hier wieder von großem Vorteil. Ich kann daher generell der in der Anleitung empfohlenen Aufnahmevorrichtung überhaupt nichts abgewinnen, es sei denn man setzt schon dabei eine 18 mm dicke Schablonenkopie aus Multiplex ein und nicht direkt die 10 mm dünne Kunststoffschablone.
Noch ein Hinweis: Das Zinkenbrett kann im Gegensatz zum Schwalbenbrett nur maximal 19 mm dick sein, weil die Schwalben im Schwalbenbrett maximal 19 mm hoch ausgefräst werden können (die Schneidenhöhe des 8º schrägen Fräsers beträgt nämlich nur 19,05 mm bzw. 3/4 Zoll).

Kommen wir zum wichtigsten Punkt – der Passgenauigkeit. Im Bild sind zwar noch minimale Lücken zu erkennen, weil die Verbindung noch zu locker ist. Das kann man aber durch Verschieben der Schablone über die beiden Langlöcher noch problemlos in den Griff bekommen. Schön wäre es jetzt gewesen, wenn man in der Bedienungsanleitung geschrieben hätte in welche Richtung man die Schablone dabei verschieben muss. Aber dafür gibt es ja (hatte ich das nicht schon mal erwähnt?) mein bewährtes Oberfräsenbuch in dem ich auf Seite 121 genau darauf eingehe. Außerdem finden Sie dort auch eine wirklich gut funktionierende Vorrichtung mit einer 18 mm dicken Schablonenplatte aus Multiplex, die Sie natürlich anstelle der DTM-Schablone aus dem Buch auch mithilfe der ENT-Schablone herstellen können.
Zusammengefasst kann man sagen, dass die ENT-Schablone und die mitgelieferten Fräser exakt aufeinander abgestimmt sind und mit der richtigen Einstellung auch präzise und passgenaue Zinkenverbindungen möglich sind. Auch der Kaufpreis geht, angesichts der beiden mitgelieferten hochwertigen Fräsern, durchaus in Ordnung. Etwas schade finde ich, dass die fertige Zinkung (Zinkenabstände), sowohl bei der ENT-Schablone, als auch beim Dovetail-Template-Master von Milescraft völlig identisch ist. Hier hätte ich mir persönlich mal eine andere Zinkenteilung gewünscht.
So das war’s mal wieder für heute. In zwei Wochen geht es dann mit einem neuen span(n)enden Thema weiter. Bis dahin wünsche ich Ihnen wieder allzeit unfallfreies Holzwerken.
Herzlichst, Ihr
Guido Henn
Wichtiger Hinweis zur Produktneutralität: Ich habe dieses Schablonen-Set regulär und zu den üblichen Konditionen im Handel gekauft. Es wurde mir weder verbilligt noch kostenlos zur Verfügung gestellt. Ich versichere Ihnen eine absolut neutrale Bewertung des Produkts ohne jegliche Einflussnahme des Herstellers oder eines Internetshops.
Handbuch Oberfräse

Handbuch Oberfräse
Alles, was man über die Oberfräse wissen muss! Im Handbuch Oberfräse erklärt Guido Henn alles Wesentliche zu Modellen, Typen u. Fräsern, zu Bedienung u. Wartung
48,00 €
Mehr ErfahrenZeitschriftenabo HolzWerken

Zeitschriftenabo HolzWerken
Wissen. Planen. Machen. Das ist das Motto der Zeitschrift HolzWerken, dem Magazin für den Holzwerker. Zeitschriftenabo HolzWerken gleich hier bestellen!
Preisspanne: 74,00 € bis 93,00 €
Mehr Erfahren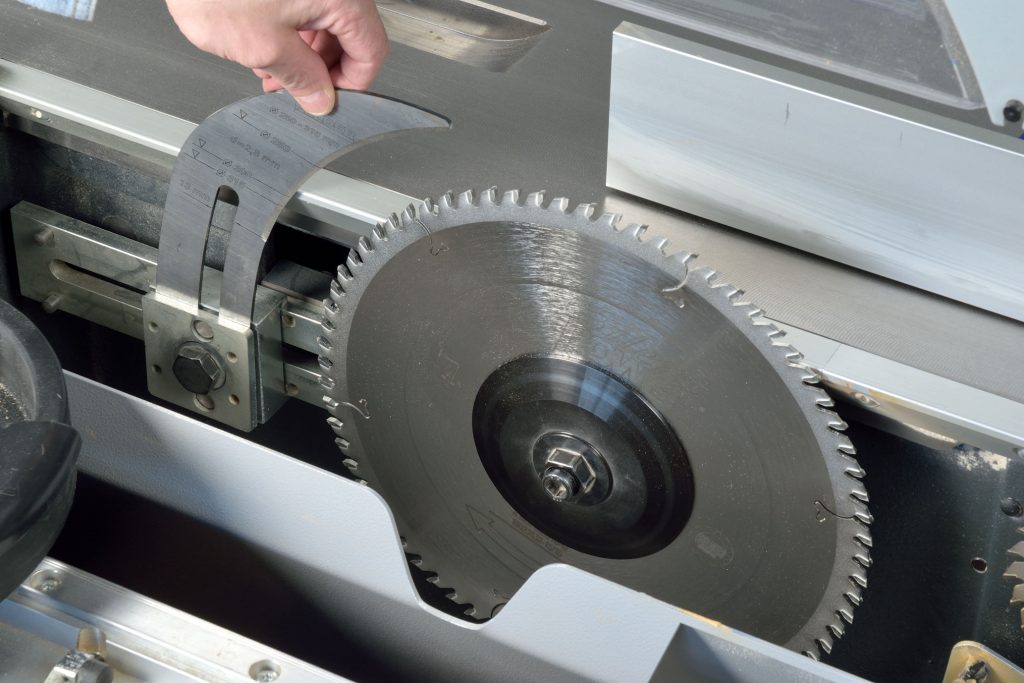




7 Kommentare
Der Dovetail Template Master kostet z. B. bei sautershop inklusive 3 (!) Fräsern €71,36. Da muss ich nicht lange überlegen. Auch wenn die Fräser 1/4 Zoll Schaft haben.
Danke Guido für diesen genauen Test und Bericht. Vielleicht wird TNT diesen Test zum Anlass einer Verbesserung nutzen, so sie das dürfen. Eigentlich erwartet man, dass eine so bekannte Firma ihr Produkt auf Herz und Niere durch Praktiker testen lässt bevor sie es zum Verkauf bringen. Nun sieht es so aus, dass es über Theorie hinaus nicht viel zu Bieten hat. Schade! Ich hätte von TNT auch mehr erwartet.
Entschuldigung! In meinen Kommentar sollte anstelle von TNT ENT stehen. Ich kann diesen Tippfehler leider nicht Korrigieren.
Hallo Guido,
schön dass du meine Vermutung der Ähnlichkeit noch einmal bestätigst, toller Bericht
ich habe vor ein paar Jahren die Vorrichtung aus deinem Oberfräsenbuch nachgebaut welchen ich oft nutze und auch tadellos funktioniert,
mach weiter so, ich freue mich immer wieder auf neue interessante Berichte
Gruß Ronald
Ich finde ENT wäre gut beraten gewesen sich in diesem Fall um eine Kooperation mit einem erfahrenen Oberfräsen-Guru zu bemühen 😉
Eine Frage habe ich zur Breit der Aussparungen und des Kugellagers des Zinkenfräsers. Du schreibst: „… die geraden Aussparungen (rechts im Bild) besitzen eine Breite von 16 mm passend zum 16 mm Kugellager des im Set befindlichen Zinkenfräsers. Beim DTM beträgt der Abstand zwischen den Fingern exakt 5/8 Zoll (etwa 15,9 mm), also etwa 0,1 mm weniger.“
Dann passt das Kugellager des Fräser doch nicht in die Aussparung, oder?
Hallo Joachim,
der mit der ENT-Schablone gelieferte Zinkenfräser hat ein 16 mm Kugellager und passt perfekt in die 16 mm Zwischenräume der ENT-Schablone, aber nicht in die 15,9 mm Zwischenräume der DTM-Schablone. Für die DTM-Schablone bietet ENT einen anderen Zinkenfräser mit einem 15,9 mm Kugellager an. Die restlichen Maße wie Schneidendurchmesser, Schräge und Länge der beiden Zinkenfräser sind aber absolut identisch. Möglicherweise reicht es auch aus nur das Kugellager zu tauschen.
Gruß Guido
Bitte melden Sie sich an, um einen Kommentar zu verfassen.
Sie haben noch kein Konto?