

Konterprofile sind praktisch, schränken aber die Gestaltungsmöglichkeiten sehr ein. Es gibt jedoch eine Alternative, die Ihnen einen viel größeren Gestaltungsspielraum lässt. Die Verbindung, die ich Ihnen heute näher bringen werde basiert auf einem eingestemmten Zapfen. Diese recht einfache Verbindung wird aber mit einer Gehrung kombiniert. Die Gehrung erlaubt es, beliebige Profile an die Rahmenhölzer zu fräsen. Somit bietet sich diese Eckverbindung besonders für Rahmen-Füllungs-Türen an. Sie ist somit auch eine tolle Alternative zu Konterprofilen.
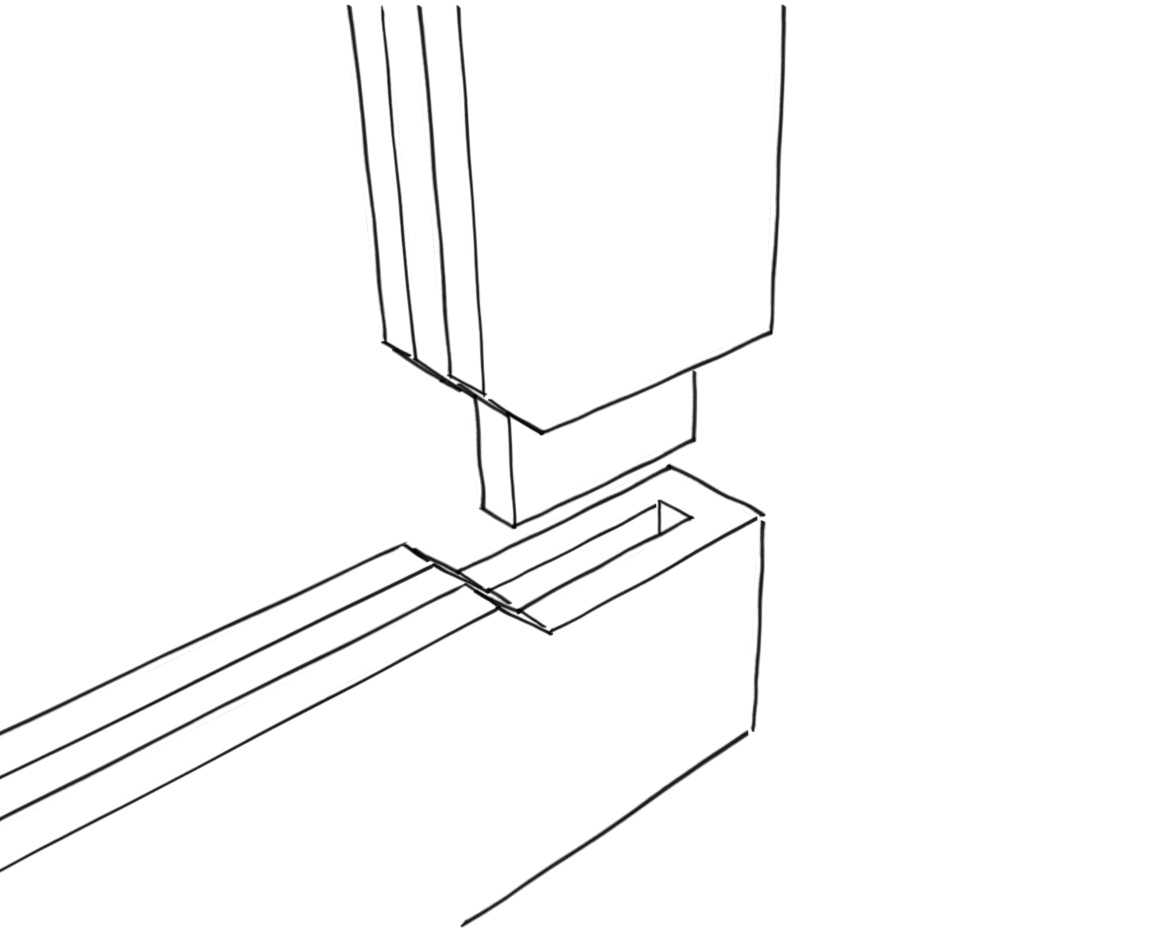
Ein Zapfen und eine Gehrung. das funktioniert, bedarf aber einer sehr strukturierten Arbeitsweise.
Zunächst einmal wird ein eingestemmter Zapfen am aufrechten Rahmenholz angezeichnet und die Oberfräse eingestellt. Das geschieht genau so, wie ich es vergangene Woche erst gezeigt habe. Sollten Sie den Artikel „Stemmzapfen mit Nut“ also noch nicht gelesen haben, tun sie es am besten, bevor Sie hier weiterlesen.
Nach dem Anzeichnen des Zapfens und dem Einstellen der Fräse wird der Parallelanschlag mit Glaserklötzchen belegt. Diese Klötzchen sind aus Kunststoff und in diesem Fall einen Millimeter dick. Das Bekleben des Anschlages erspart Ihnen das Ändern der Einstellungen im weiteren Verlauf.

Das Anzeichnen erfolgt genau so, wie beim einfachen Stemmzapfen.

Der Parallelanschlag wird für eine Zapfenbreite von etwa 7,5 mm eingestellt.
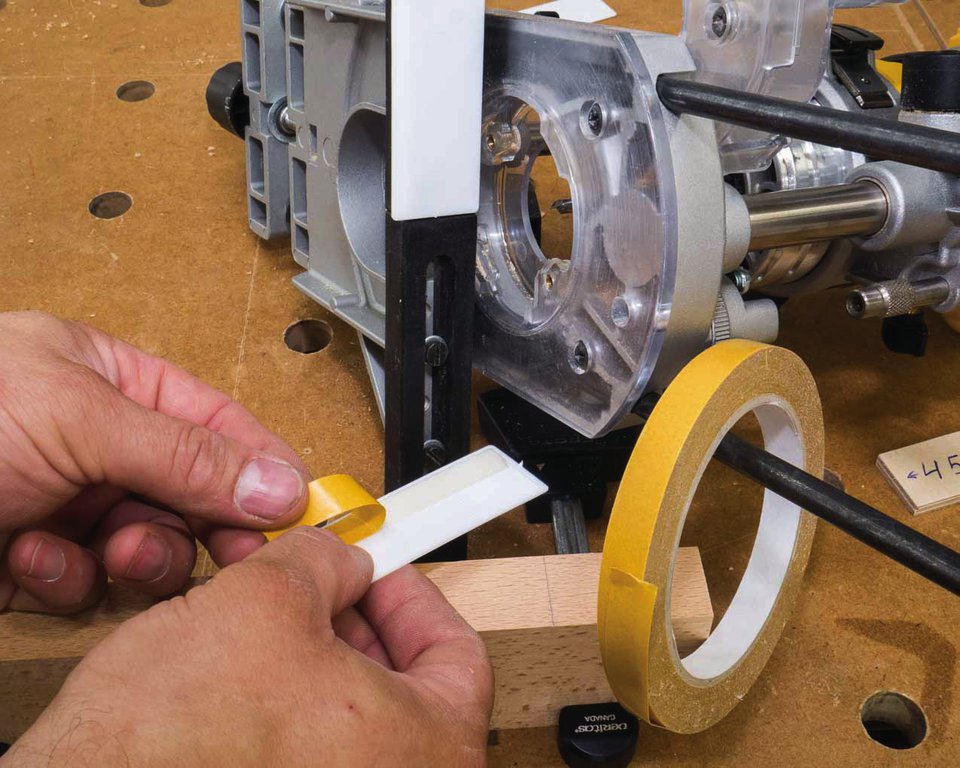
Aufgeklebte Glaserklötzchen ersparen Ihnen das Verstellen des Anschlages.
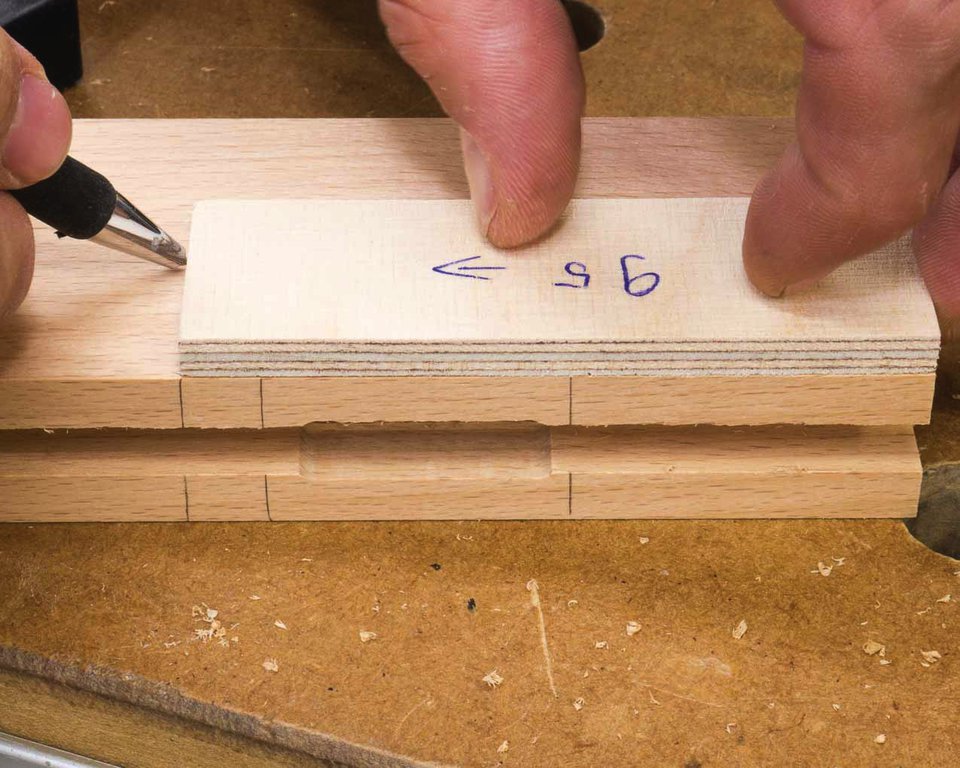
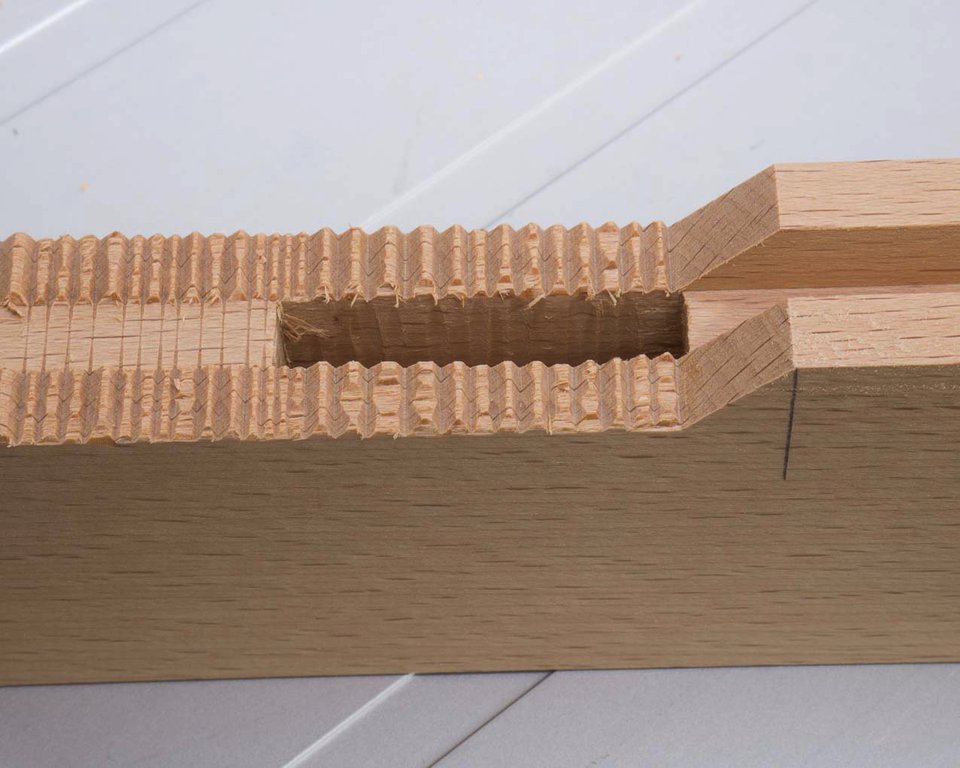
Der Zapfen im 24 Millimeter breiten Rahmenteil wird acht Millimeter dick. Gefräst wird, wie letzte Woche bereits gezeigt, mit einem Sechs-Millimeter Fräser. Diese dünnen Fräser haben meist nur kurze Schneiden. Dadurch kann bei Fräsern, die dünner als der Schaftdurchmesser sind die Gesamtlänge des Fräsers nicht genutzt werden. Um dennoch mit einem solch dünnen Fräser ein insgesamt 30 Millimeter tiefes Zapfenloch zu fräsen, muss man ein wenig um die Ecke denken. Vor dem Fräsen des eigentlichen Zapfens wird ein Freiraum für den Fräserschaft gefräst. Dazu wurden die Glaserklötzchen aufgeklebt.
Das Vorfräsen erfolgt mit aufgesetzten Klötzchen, aber nur so tief, wie später auch die Nut für die Füllung sein wird. In dieser Vertiefung kann nun das eigentliche Zapfenloch gefräst werden. Danach wird die Nut für die Füllung gefräst und das Zapfenloch eckig gestemmt. Das geschieht beides genau so, wie beim Stemmzapfen von letzter Woche.

Das Vorfräsen schafft Platz für den dünnen Fräser.

Das fertige Zapfenloch.
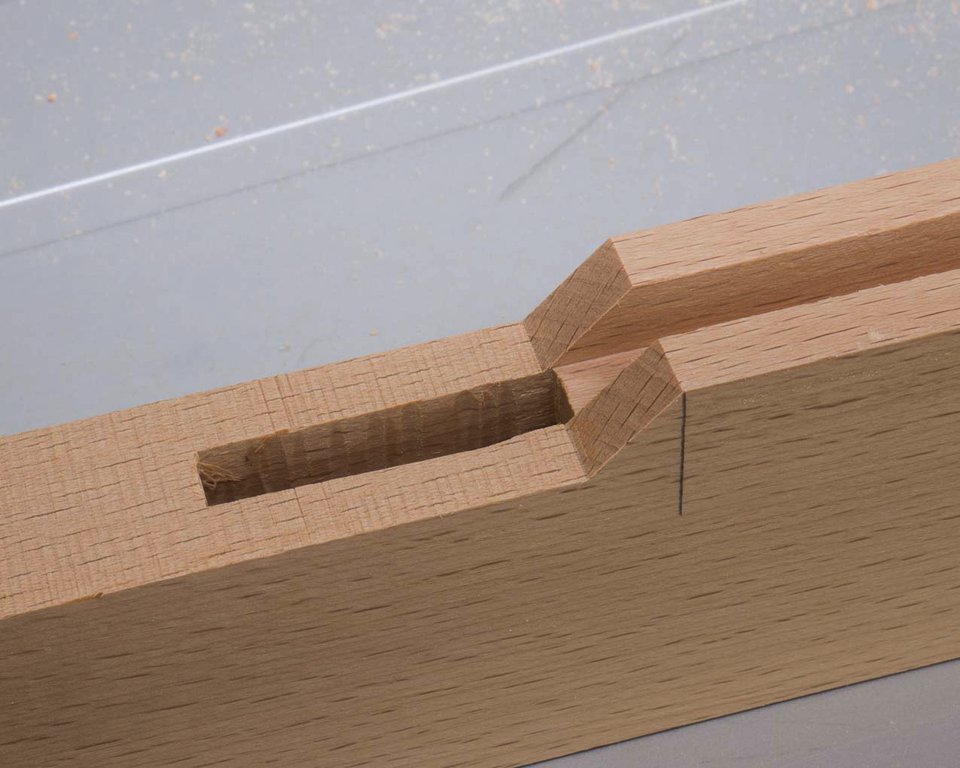
Die folgenden Arbeitsgänge erfordern eine Tischkreissäge mit Schiebetisch oder einer sonstigen Vorrichtung, mit der präzise Querschnitte möglich sind. Der Beginn des Gehrungsschnittes wird an einem Rahmenteil angezeichnet. Anhand dieses Anrisses wird die Säge eingestellt. Zuvor wird aber die noch Sägeblatthöhe eingestellt. Das auf 45 Grad geschwenkte Sägeblatt muss so hoch eingestellt werden, dass die Schnitthöhe genau der Nuttiefe entspricht. In meinem Fall sind das 10 Millimeter.
Auf diese Höhe eingestellt, wird der erste Schnitt genau am Riss gemacht. In dieser Position wird der Quer, oder auch der Parallelanschlag fixiert, damit mehrere Rahmenteile (man braucht ja mindestens zwei) gleich geschnitten werden können. Schnitt neben Schnitt wird nun das Holz entfernt.
Das Sägeblatt hinterlässt natürlich keine glatte und ebene Fläche. Durch verschieben des Holzes über dem laufenden Sägeblatt werden die Unebenheiten aber schnell und genau entfernt. Der Verschiebeweg wird durch den Parallelanschlag und einen Stoppklotz am Queranschlag begrenzt.
Die Innenkante des Rahmen- Querstückes wird markiert.

Die Schnitttiefe der Säge wird am Ende des Rahmenteils eingestellt.

Die Nut zeigt die richtige Einstellung der Säge.
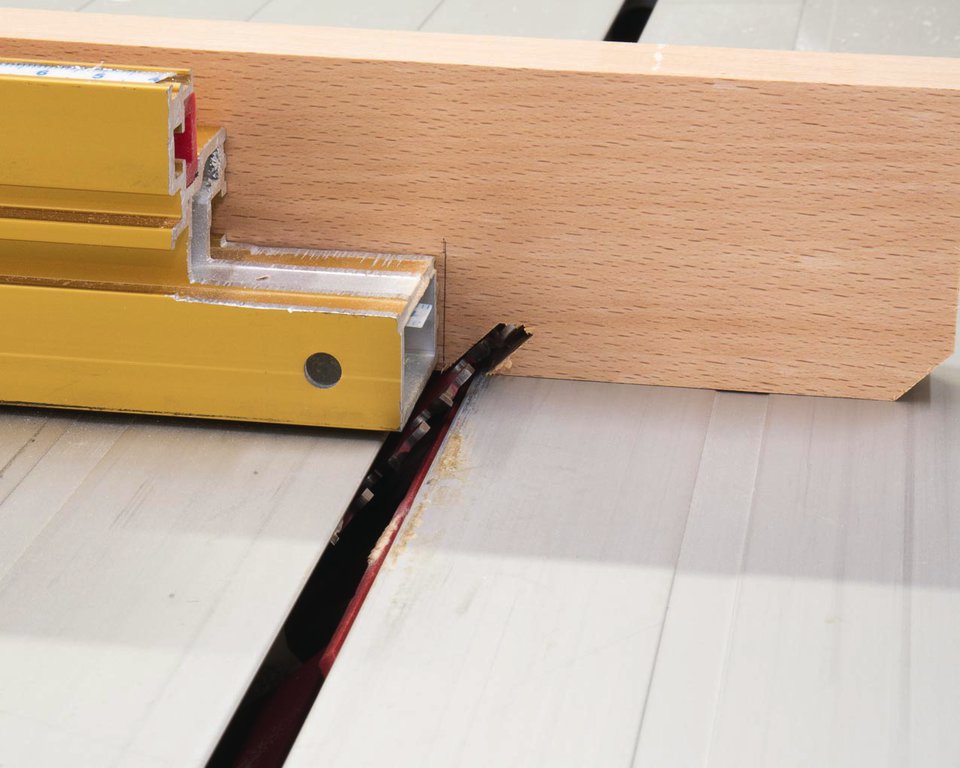
Der Anschlag der Säge muss sehr genau eingestellt werden.

Mit mehreren Schnitten nebeneinander wird das Holz entfernt.
Das kann so nicht bleiben.

Mit der Säge wird die Aussparung „Verputzt“.
Wenn es so aussieht ist keine weitere Nacharbeit mehr notwendig.
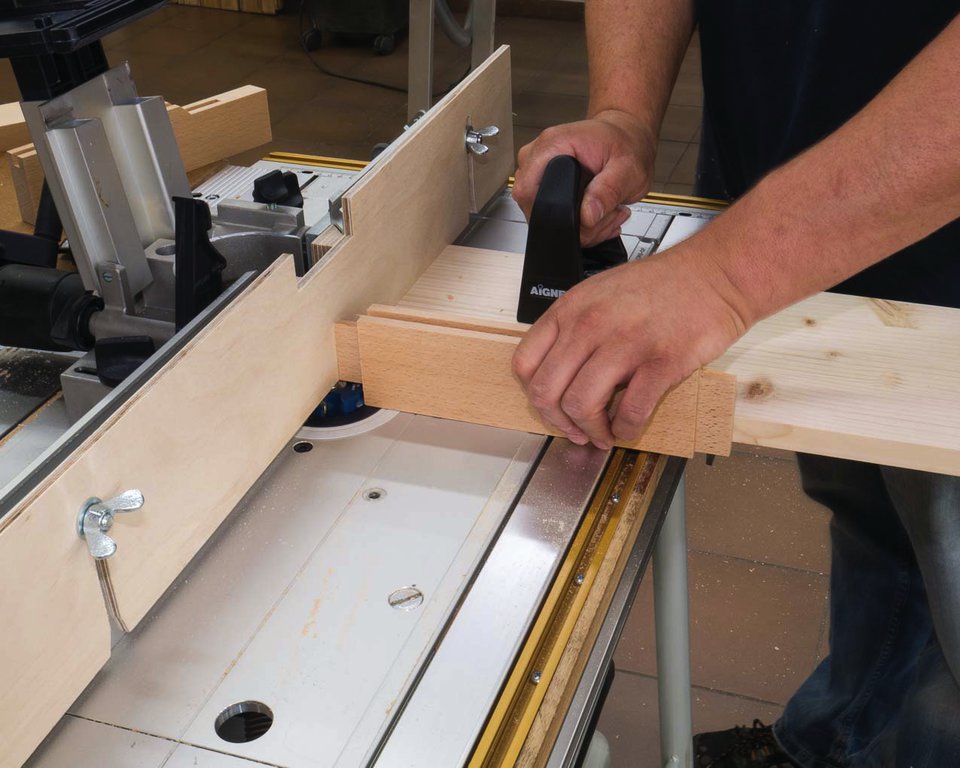
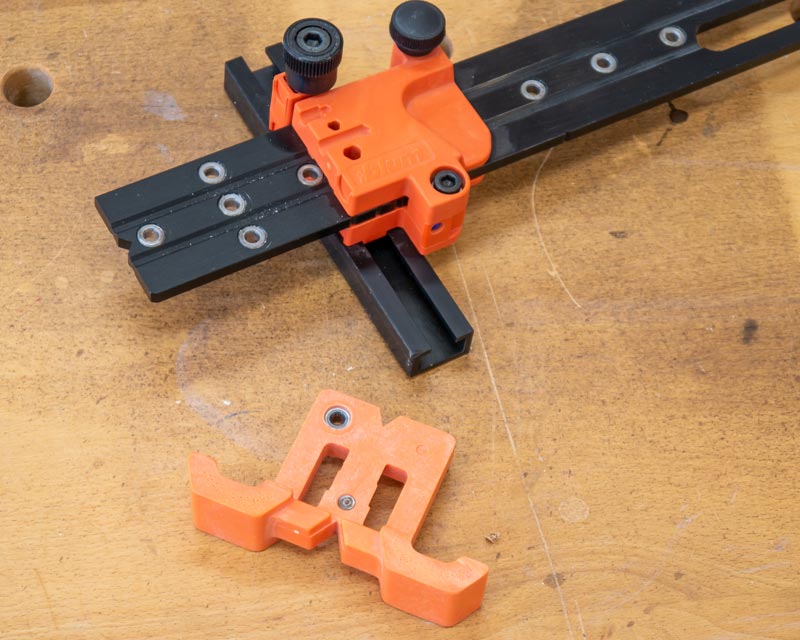
Der Zapfen ist bei dieser Verbindung der leichtere Part. Er wird wieder mit Hilfe eines Vorsatzbrettes und eines Schiebeholzes am Frästisch erstellt. Passt der Zapfen genau in die Nut, sollte er auch ins Zapfenloch passen. Der Zapfen wird etwa 0,3 Millimeter mehr abgesetzt, als die Nut für die Füllung tief ist. Im gezeigten Fall sind das zehn Millimeter. Nach dem Absetzen kann der Zapfen bereits teilweise ins Loch eingesetzt werden. Es fehlt aber noch ein kleiner Gehrungsschnitt.

Vorsatzbrett und Schiebeholz, mehr braucht man nicht um sicher und genau Zapfen zu fräsen.
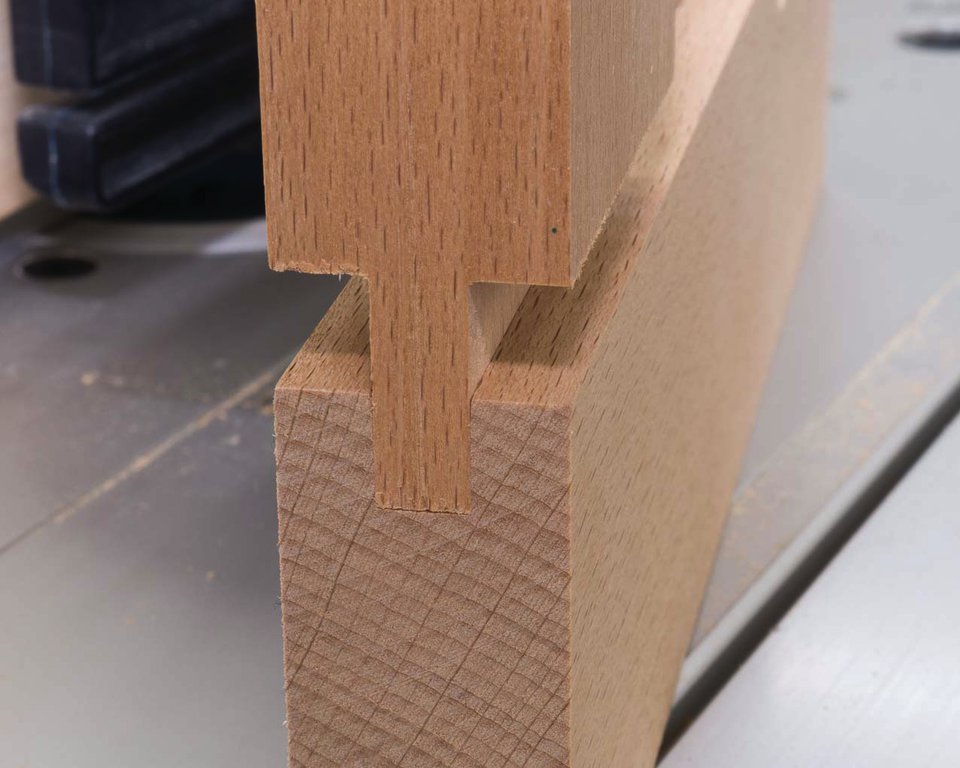
Passt der Zapfen in die Nut, sollte er auch ins Zapfenloch passen.

Der Zapfen wird etwas mehr als 10 mm abgesetzt.
Auch das Absetzen erfordert keinen Schiebetisch.

Der Zapfen passt
Der letzte Gehrungsschnitt am Zapfenteil bestimmt, ob die Verbindung passt oder nicht. Man muss sich an das richtige Maß herantasten. Die Gehrung und die Fuge sollten dicht sein. Bloßes Zusammenstecken reicht meist nicht aus, um wirklich zu sehen, ob alles passt. Im Zweifel sollte man sich daher eine Zwinge ansetzen und der Verbindung ein wenig Druck geben. Mit etwas Geduld und genaue eingestellten Maschinen ist aber eine perfekt dichte Eckverbindung auf diese Weise realisierbar.

Die Ecke wird auf Gehrung geschnitten.

Dieser kleine Gehrungsschnitt entscheidet zwischen Fuge und Perfektion.

Erst mit einer angesetzten Zwinge sieht man ob alles passt.

Alles dicht!
Das eigentliche Highlight dieser doch sehr aufwendigen Konstruktion ist jedoch, dass man beliebige Profile an die Rahmenteile fräsen kann. Auch hochkant können die Rahmen gefräst werden. Benutzt man einen Konterprofilfräser, hat man immer das gleiche Profil, nämlich das, welches dieser Fräser vorgibt. Meist sind das auch noch schrecklich altmodische Profile.

An die Kanten können beliebige Profile gefräst werden.

Variante mit angefrästem Halbrund-Profil.

Klassisch: Das Karnies- Profil
Zugegeben, diese Eckverbindung ist schon recht Aufwendig und man muss die Reihenfolge der Arbeitsschritte sehr genau beachten, damit sie gelingt. Vereinfachen kann man sie, wenn man die eigentliche Eckverbindung mit einer Maschine wie dem Mafell Duodübler, oder einer Dominofräse macht. Dann bleiben noch die Schnitte auf der Tischkreissäge. Aber auch die gelingen mit ein wenig Geduld und Fingerspitzengefühl. Wer schon einmal einen Konterprofilfräser benutzt und eingestellt hat, der weiß, dass das auch nicht ganz trivial ist. Meist sind einige Versuche notwendig, bis eine solche Fräsung richtig eingestellt ist. Darüber hinaus sind solche Fräser auch recht kostspielig.
Und ein wenig Stolz ist man natürlich immer, wenn eine solche Verbindung auch ohne Spezialwerkzeug gelingt.
Die fertige Eckverbindung.
Grundkurs Möbelbau
Grundkurs Möbelbau
Das Buch Grundkurs Möbelbau von Heiko Rech bietet eine gründliche Einführung in den Möbelbau und beinhaltet 2 Bauprojekte.
39,00 €
Mehr ErfahrenZeitschriftenabo HolzWerken

Zeitschriftenabo HolzWerken
Wissen. Planen. Machen. Das ist das Motto der Zeitschrift HolzWerken, dem Magazin für den Holzwerker. Zeitschriftenabo HolzWerken gleich hier bestellen!
Preisspanne: 67,00 € bis 86,00 €
Mehr Erfahren





2 Kommentare
Hallo Heiko,
vielen Dank für die ausführliche Beschreibung dieser Arbeitstechnik! Das ist eine tolle Holzverbindung, an die ich mich bisher nicht heran getraut habe. Als Anwendung sehe ich hier insbesondere Zimmertüren oder Nebeneingangstüren mit Materialstärken 40mm aufwärts, für die Konterprofilfräser ein kleines Vermögen kosten. Schwieriger wird es wahrscheinlich bei Mittelfriesen, wo an beiden Seiten eine Gehrung gesägt werden muss.
Für den Konterprofilmesserkopf für die Tischfräse habe ich übrigens ein modernes Profil nur mit Fase.
Viele Grüße
Olli
Hallo Olli,
da ich keine Konterprofilfräser mag (machte ich noch nie) ist das für mich nicht nur bei großen Querschnitten interessant. Zimmertüren oder eine Nebeneingangstür werde ich auf absehbare Zeit auch nicht bauen.
Mittelsprossen sind übrigens auch nicht viel schwieriger als die Ecken. Hier ist ein Bild davon:
https://www.holzwerken.net/Blog/Heiko-Rech/Systeme-sind-langweilig!
Gruß
Heiko
Bitte melden Sie sich an, um einen Kommentar zu verfassen.
Sie haben noch kein Konto?